Цилиндр ЭКОРОЛЛ Ф
Описание
Цилиндр ЭКОРОЛЛ Ф — цилиндр теплоизоляционный из минеральной ваты на основе горных пород базальтовой группы с покрытием не армированной алюминниевой фольгой.
Для облегчения установки на трубу цилиндр Экоролл Ф имеет: поверхностный разрез на внутренней стороне, служащий «шарниром» и продольный разрез на внешней стороне типа «выступ-впадина», «шип-паз» обеспечивающий плотное замыкание на трубе и предотвращение образования «мостиков холода». В комплекте с цилиндрами производится выпуск фасонных изделий (отводов, тройников и т. д.) Цилиндр Экоролл Ф имеет группу горючести НГ
Все цены на цилиндры Экоролл: цены заводские для ознакомления
Благодаря идеальному расположению производств по производству цилиндров теплоизоляционных для труб Экоролл (Москва и Челябинск) у вас есть отличная возможность получить очень, очень качественные минераловатные цилиндры (качество на уровне Роквул и Изорок) в приемлемые сроки, в том числе на выгодных условиях. Условия приобретения от производителя в любой регион России по телефону +7 (831) 438-43-43 или оформите заявку-заказ на нашем сайте, и мы оперативно свяжемся с Вами.
Условия приобретения от производителя в любой регион России по телефону +7 (831) 438-43-43 или оформите заявку-заказ на нашем сайте, и мы оперативно свяжемся с Вами.
Технические характеристики
Физико-механические характеристики
|
Наименование показателя
|
Ед.
измерения
|
Цилиндр
Экоролл
КВ-80 Ф
|
Цилиндр
Экоролл
КВ-100 Ф
|
Цилиндр
Экоролл
КВ-120 Ф
|
Цилиндр
Экоролл
КВ-150 Ф
|
| Плотность | кг/м3 |
от 74-84
|
от 85-100
| от 101-125 | от 126-150 |
| Теплопроводность λ10 | Вт/м*К |
0,034
| 0,035 | 0,035 | 0,035 |
| λ25 | Вт/м*К |
0,036
| 0,036 | 0,037 | 0,037 |
| λ125 | Вт/м*К |
0,047
| 0,047 | 0,047 | 0,047 |
| λ300 | Вт/м*К |
0,086
| 0,086 | 0,08 | 0,08 |
| Содержание органических веществ | %, не более | 3 | 3 | 3,5 | 3,5 |
| Группа горючести | Группа | НГ | НГ | НГ | НГ |
| Температура применения | 0С | до 450 | до 550 | до 650 | до 680 |
Геометрические параметры
|
Наименование показателя
| Ед. измерения измерения | Значение |
|
Длина
| мм | 1000, 1200 |
|
Диаметр трубы (внутренний диаметр)
| мм | 10-1420* |
|
Толщина стенки
| мм | 20-200* |
* По согласованию возможен выпуск других типоразмеров
Цилиндры навивные ЭКОРОЛЛ: сравнение характеристик
Цилиндры производятся из каменной ваты на основе пород базальтовой группы. Для их изготовления используются волокна базальтовых пород, отличающиеся:
- нулевой горючестью;
- отсутствием химических реакций с водой, щелочами, кислотами и синтетическими растворителями;
- антиаллергенными свойствами;
- экологичностью.
Волокна изготовляются из натуральных минералов — в специальных печах они расплавляются при вулканической температуре около 1500°С и продуваются потоками сжатого воздуха. Образующиеся при этом нити прессуются в смеси с синтетическими веществами (резольными смолами) и образуют плотные, прочные структуры, отличающиеся низкой теплопроводностью (около 0,038 Вт/мК). При плотности 110 -175 кг/м3 они отлично сохраняют форму, механические и теплоизоляционные параметры в диапазоне температур – 160°С до +650°С. Цилиндры выдерживают воздействие горячего воздуха и отрытого пламени с температурой до 1000°С.
Образующиеся при этом нити прессуются в смеси с синтетическими веществами (резольными смолами) и образуют плотные, прочные структуры, отличающиеся низкой теплопроводностью (около 0,038 Вт/мК). При плотности 110 -175 кг/м3 они отлично сохраняют форму, механические и теплоизоляционные параметры в диапазоне температур – 160°С до +650°С. Цилиндры выдерживают воздействие горячего воздуха и отрытого пламени с температурой до 1000°С.
Производятся цилиндры в диаметрах 18 – 237 мм стандартной длиной 1 м. При необходимости уменьшить длину можно с помощью любого режущего инструмента. Герметичность соединения обеспечивается конфигурацией внешнего разреза «шип-паз», который, благодаря упругости материала надежно изолирует место соединения и исключает движения тепла наружу или холода внутрь изоляционного слоя. Толщина стенок цилиндров составляет 20 – 80 мм.
Если необходим улучшенный дизайн трубопровода, то используется кашированная алюминиевой фольгой теплоизоляция Rockwool. В местах, требующих особой прочности покрытия, устанавливаются некашированные цилиндры, но защищаются снаружи металлической окожушкой из оцинковки или нержавейки.
Теплоизоляция трубопроводов технического назначения производится с целью защиты коммуникаций от тепловых потерь во время транспортировки нагретой среды или от избытка тепла во время прокачки охлажденных жидкостей и газов. Цилиндры из минеральной ваты ЭКОРОЛЛ и цилиндры одинаково пригодны для термоизоляции высокотемпературных и криогенных систем — диапазон их применения находится в пределах -180°С до +650°С.
Теплоизоляционные ЦИЛИНДРЫ ЭКОРОЛЛ
Термоизоляционные минераловатные цилиндры Ecoroll представляют собой полые цилиндры диаметром внутренней полости 10 — 1420 мм с толщиной стенки от 10 до 200 мм. Они производятся из минеральной ваты плотностью 70 – 140 кг/м3 и синтетических вяжущих компонентов фрагментами длиной 1000 и 1200 мм. Цилиндры очень удобны в монтаже — одна сторона разрезана вдоль на всю глубину. На противоположной сделан продольный разрез на ½ толщины стенки.
На этапе монтажа цилиндр раскрывается наподобие книжки, наводится на трубу и смыкается, охватывая трубопровод со всех сторон. Появление мостиков холода исключено — разрез выполнен фигурно, по конфигурации «шип-паз» и в закрытом состоянии образует плотное соединение.
Появление мостиков холода исключено — разрез выполнен фигурно, по конфигурации «шип-паз» и в закрытом состоянии образует плотное соединение.
Преимущества цилиндров Экоролл
- низкая теплопроводность;
- отсутствие влагопоглощения;
- стойкость к грибкам, плесени и насекомым;
- химическая инертность;
- рений отсутствие вредных испарений при нагревании.
При высокой механической прочности, определяемой плотностью материала, цилиндры легко обрабатываются режущими инструментами. Это позволяет вырезать элемент любой длины и полностью защитить трубопровод в местах ответвлений и примыканий на сложных участках. Производится Ecoroll в защищенном алюминиевой фольгой и непокрытом вариантах. Если требуется термоизоляция трубопроводов нестандартной конфигурации, то цилиндры Ecoroll могут изготовляться небольшими партиями в различных диаметрах и толщинах, отличающихся от предусмотренных ТУ 5762-001-21610045-2013, регламентирующих их выпуск.
Цилиндры Евро-шелл по привлекательной цене
Виды цилиндров:
• Теплоизоляционные (EURO-ШЕЛЛ Ц) и огнезащитные (EURO-ШЕЛЛ Fire Ц) полые цилиндры: без обкладки и кашированные алюминиевой фольгой с армирующей стеклосеткой; без клапана и с клапаном, цельные, а также состоящие из двух и более частей.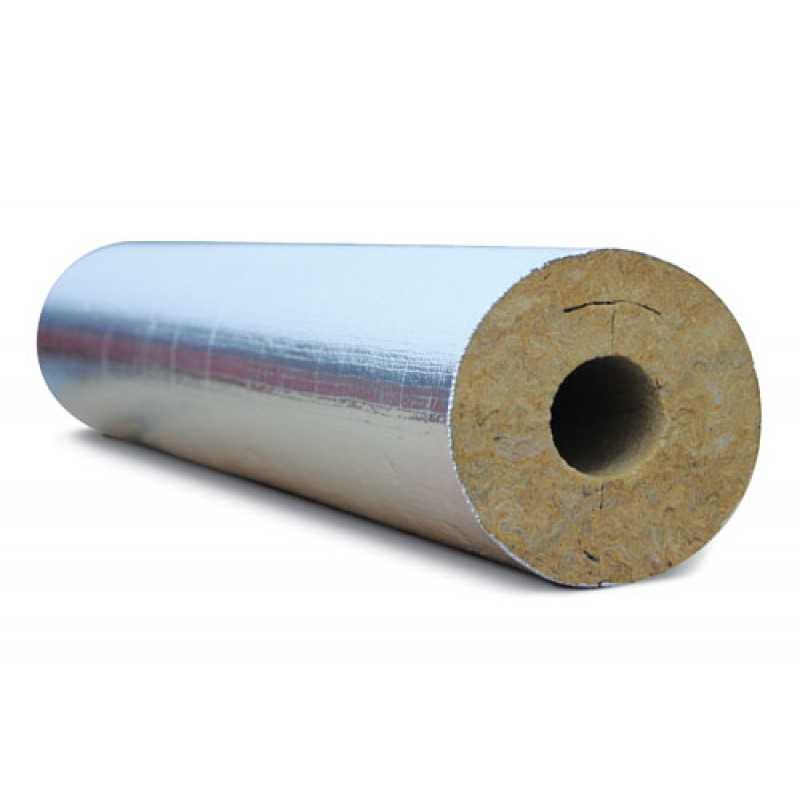 Цилиндры, состоящие из частей, при монтаже скрепляются продольными замками.
Цилиндры, состоящие из частей, при монтаже скрепляются продольными замками.
• Развертки ЕВРО-ШЕЛЛ/Ф, представляющие собой набор ламелей, приклеенных на алюминиевую фольгу с армирующей стеклосеткой. Развертки выпускаются без клапана и с клапаном.
Свойства:
• Высокий уровень теплозащиты.
• Высокая температура применения.
• Химическая стойкость к растворителям, кислотам, щелочам, маслам.
• Биостойкость.
• Простота монтажа, ремонтопригодность.
Область применения:
• Трубопроводов тепловых сетей при надземных (на открытом воздухе, в подвалах, помещениях) и подземных (в каналах, тоннелях) прокладках.
• Технологических трубопроводов с положительными и отрицательными температурами всех отраслей промышленности, в том числе пищевую промышленность, предприятий микробиологии, радиоэлектроники и других, где требуется соблюдение условий повышенной чистоты воздуха в помещении.
• Фланцевых соединений, муфтовой и фланцевой арматуры.
• Трубопроводов горячего и холодного водоснабжения в жилищном и гражданском строительстве, и на промышленных предприятиях.
Отвод:
| Показатель | EURO-ШЕЛЛ Ц | EURO-ШЕЛЛ Fire Ц | EURO-ШЕЛЛ/Ф |
| Плотность, кг/м3 | 80, 100, 120, 150 | ||
| Внутренний диаметр, мм | 18-324 | 8-324 | 159-324 и более |
| Толщина стенки, мм | 20-100 | 10-100 | 20-100 |
| Длина,мм | 1000 | 500, 1000 | 1000 |
| Теплопроводность, Вт/(м·К), 0С λ10 λ25 λ125 λ300 | 0,034-0,036 0,036-0,038 0,049-0,051 0,080-0,081 | ||
| Рабочая температура применения, 0С | от -180 до +650°С. Максимальная температура на поверхности кашированных цилиндров (на фольге) 100ºС. | ||
| Водопоглащение при кратковременном и частичном погружении, кг/м2, не более | 1,0 | ||
| Группа горючести | НГ | ||
| Класс пожарной опасности | КМ0 | ||
ТУ 23. 99.19-012-08621635-2019 (взамен ТУ 5762-012-08621635-2010 (с изм. 1))
99.19-012-08621635-2019 (взамен ТУ 5762-012-08621635-2010 (с изм. 1))
Циклон ЦОЛ | Циклоны
Циклон ЦОЛ предназначен для улавливания крупной зерновой пыли в аспирационных установках элеваторов так же применяются в мукомольной промышленности. Не предназначены для очистки воздуха от слипающихся и волокнистых пылей.
Конструктивные особенности циклон ЦОЛ
Изготавливаются как правого так и левого исполнения, с зонтом или с улиткой. Особенностью конструкции циклонов ЦОЛ является наличие противоподсосного конусного устройства, служащего для регулирования величины давления во входном патрубке циклона работающего на нагнетании. Эффективность улавливания крупной зерновой пыли – 95-98%.
Принцип работы пылеуловителя ЦОЛ
Конструкция пылеулавливающего устройства состоит из конуса, цилиндра, колпака, выхлопной трубы и регулятора. Основной рабочей частью циклона является цилиндр, в верхнюю часть которого поступает запыленный воздух через входной патрубок. Затем загрязненный воздух под давлением завихряется в цилиндрической части устройства. Фильтрация частиц пыли происходит под влиянием центробежной силы. В результате, частицы пыли припадают к стенкам цилиндра и опускаются в конус пылеотводителя.
Затем загрязненный воздух под давлением завихряется в цилиндрической части устройства. Фильтрация частиц пыли происходит под влиянием центробежной силы. В результате, частицы пыли припадают к стенкам цилиндра и опускаются в конус пылеотводителя.
Пыль из конуса выводится через пылевыводящее отверстие, а чистый воздух выбрасывается через выхлопную трубу, защищенную специальным колпаком фланца или улиткой, которая изменяет направление потока очищенного воздуха. Пылеуловитель ЦОЛ от производителя может быть как левого, так и правого исполнения, а воздух в нем очищается со скоростью 16-18 м/с.
Технические характеристики циклонов ЦОЛ
| Тип циклона | Производительность по воздуху м3/ч | Диаметр, мм | Высота, мм | Масса, кг |
| Циклон ЦОЛ-1 | 1000 | 453 | 1503 | 47 |
| Циклон ЦОЛ-1,5 | 1500 | 560 | 1838 | 65 |
| Циклон ЦОЛ-3 | 3000 | 788 | 2653 | 125 |
| Циклон ЦОЛ-4,5 | 4500 | 969 | 3260 | 175 |
| Циклон ЦОЛ-6 | 6000 | 1105 | 3733 | 274 |
| Циклон ЦОЛ-9 | 9000 | 1367 | 4529 | 400 |
| Циклон ЦОЛ-12 | 12000 | 1580 | 5266 | 598 |
| Циклон ЦОЛ-18 | 18000 | 1932 | 6341 | 840 |
Производятся указанные циклоны по ТУ 3742-006-45602104-2016 «Оборудование газоочистное и пылеулавливающее». Вся продукция имеет декларацию соответствия ТР ТС Таможенного союза.
Вся продукция имеет декларацию соответствия ТР ТС Таможенного союза.
Доставка в регионы РФ и страны Таможенного союза ЕАЭС (Казахстан, Киргизия, Армения, Белоруссия) осуществляется транспортными компаниями.
Гарантийный срок — 12 месяцев с момента ввода в эксплуатацию, но не более 18 месяцев с момента продажи.
По желанию заказчика возможно изготовление циклонов по индивидуальному чертежу, а так же с дополнением, в виде бункера для осаждаемой пыли.
Для заказа — необходимо направить запрос, с указанием модели или технических особенностей аппарата на эл.почту отдела продаж [email protected] или с помощью формы «Он-лайн заказ» на сайте.
Вы можете ознакомиться с другими видами аналогичного оборудования для систем очистки воздуха промышленных предприятий на странице Циклоны и пылеуловители.
0611210850 ProdKat ru — Электронная книга TECO-Flip Страницы 1 — 50 | AnyFlip
Инструменты и решения
для
Металлическая поверхность
Улучшение
Роликовое полирование,
Глубокая прокатка,
Комбинированное полирование с затачиванием и полировкой
ECOROLL © AG ECOROLL © Corporation
WERKZEUGTECHNIK2000 Почтовый адрес: 9000 Адрес электронной почты
000 TOOL TECHNOL 3142 502 TechneCenter Drive
D-29231 Celle Germany Suite C
Milford, OH 45150 USA
Почтовый адрес:
Hans-Heinrich-Warnke Str. 8 Телефон: (00) 1-513-248-4700
8 Телефон: (00) 1-513-248-4700
D-29227 Celle Германия Факс: (00) 1-513-248-4265
Электронная почта: [электронная почта защищена]
Телефон: ++ 49 (0) 5141 -9865-0
ФАКС: ++ 49 (0) 5141-881440 Интернет: www.ecoroll.com
Электронная почта: [электронная почта защищена]
Интернет: www.ecoroll.de. . . для бесперебойной работы
© ECOROLL AG / ECOROLL Corp. 11-2006 С учетом изменений
ECOROLL AG Werkzeugtechnik
и ECOROLL Corporation
Мы разрабатываем, производим и продаем высококачественные инструменты
и машины для улучшения металлических поверхностей и
компонентов.
Инструменты и решения ECOROLL могут применяться в
в широком спектре отраслей:
• Автомобильная, авиационная и аэрокосмическая промышленность
• Машиностроение и двигателестроение
• Энергетика
• Нефтегазовая промышленность
• Медицинская техника
Валиковое полирование
• Обеспечивает зеркальную чистоту поверхностей
• Достигает высокого отношения подшипников к поверхности
• Повышает твердость, снижает трение и износ
• Обладает коротким циклом, полной обработкой за
за одну настройку
Глубокая прокатка
• Увеличивает срок службы и усталостная прочность
• Вызывает остаточные сжимающие напряжения и деформирует
упрочнение в поверхностном слое
• Предотвращает или препятствует образованию или росту трещин коррозии под напряжением
• Обеспечивает зеркальную полировку поверхностей
• Может обрабатывать широкий спектр компонентов
• Характеристики: короткий цикл, полная обработка за
за одну установку
Комбинированный ск сглаживание
• Для гидравлических и пневматических цилиндров
• Зеркальная полировка поверхностей снижает трение и износ
• Уменьшает неровности круглой формы
• Повышенная скорость резания до 300 м в минуту
• Скорость подачи 3–6 мм на оборот
2 ++ 49 (0) 5141-9865-0 www. ecoroll.com (00) 1-513-248-4700
ecoroll.com (00) 1-513-248-4700
© ECOROLL AG / ECOROLL Corp. 11-2006 С учетом изменений
Содержание
Раздел 1 Таблица выбора продукта 4
Обзор продукта ECOROLL Tooling Technology 6
Раздел 2
Mechanical Product Overview 8
Многорядные роликовые инструменты Применение инструмента G: цилиндрические отверстия до Ø 200 мм 10
R Применение инструмента: цилиндрические отверстия больше Ø 200 мм 12
Раздел 3 Применение инструментов RD и RAD: ступенчатые отверстия и ступенчатые валы 13
Mechanical RA Tool Application: внешние цилиндрические поверхности 14
Single Roller Tools RP, RDP, RK, RKA Применение инструмента: нецилиндрические поверхности (конусы, грани) 16
Раздел 4 Обзор продукции 18
Hydrostatic Tools EG5 Применение инструментов: цилиндры, торцы, конусы и отверстия 20
Применение инструмента EG5: контуры, фаски, гребни пазов, короткие отверстия 22
Раздел 5 Применение инструмента EG14: наружные поверхности и отверстия, цилиндрические и конические 24
D eep Rolling Tools EG45 Применение инструмента: скругления и контуры 26
Раздел 6 Обзор продукта 28
Инструменты для гидростатического проектирования и спецификации инструмента 31
Обрабатывающие цилиндры HGx-1, HGx-2, HGx-4, HGx-11 Применение: внутренние диаметры 32
HGx-5, HGx-6, HGx-9, HGx-10, HGx-19 Применения: 33
Раздел 7
Индивидуальные инструменты и осесимметричные поверхности и сложные контуры 34
Новые разработки HGx-7, HGx-20, HGx- 23, HGx-29 Применения:
35
Раздел 8 Торцы, поверхности произвольной формы и наружные диаметры 36
Примеры применения HG с роликом HFR Применение: фильеры глубокой прокатки 37
Раздел 9 Принадлежности для инструментов типа HG: Насосы высокого давления типа HGP
Приложение Принадлежности для инструментов типа HG: вращающиеся соединения типа DS / DE
Технология инструмента для глубокой прокатки 38
RH / RHA Применение инструмента: внутренние и внешние неровности и фаски 40
Станок для глубокой прокатки RHA: винты и болты (поверхность между головкой и валом) 4 1
EF Tool: внутренние и внешние насадки 42
FAK Tool: внутренние и внешние насадки 43
Инструменты для обработки цилиндров: SK Зуборезные головки 44
GZ роликовые инструменты для полировки 45
Комбинированные инструменты для зиговки и полировки, обзор продукта 46
RDS Применение инструмента: цилиндры, внутренние поверхности 47
RDO «Omega» Применение инструмента: цилиндры, внутренние поверхности 48
Комбинированные инструменты для зачистки и полировки Технические характеристики 51
FA Инструменты для глубокой прокатки Применение: большой радиус впадины резьбы 52
HGx-29 Применения: Комплексные , тонкостенные компоненты (поверхности произвольной формы) 53
Системы контроля усилия для инструментов для глубокой прокатки EF и HG 54
Инструмент для полировки роликов RKAK Применение: сферические поверхности 55
Содержание — Примеры применения 56
После нанесения 87
Параметры измерения поверхности 88
Характеристики поверхности 88
Зачем нужно вальцовочное полирование и глубокая прокатка? 91
++ 49 (0) 5141-9865-0 www. ecoroll.com (00) 1-513-248-4700 3
ecoroll.com (00) 1-513-248-4700 3
Обзор продукта и процесса © ECOROLL AG / ECOROLL Corp. 11-2006 Возможны изменения
Выбор продуктов ECOROLL
Заготовка
Диаметр ØD ØD ØD ØD ØD ØD ØD
(мм)
0
HG3 HG3 HG3 EG45 EG5 HG3
EG5 RH U3
50 RK RDP G
HG6 HG6 HG6 HG6 HG6 HG6
EGI5
100
100
0003 HG13 HG13 HG13 HG13
250
300
4 ++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700
© ECOROLL AG / ECOROLL Corp. 11-2006 Возможны изменения
ØD ØD ØD ØD ØD ØD ØD ØD Раздел 1 — Обзор продукции
0
RD
RAD GZ , SK
HG3 HG3
EG5
EF45 EG90 RP EG5 EG45 EG5 50
RHA EG45 RKA
G
RA
HG6 HG6 HG6 HG6 RDO
RDS
FAK
47 100
4 EG
EG
47 100
EG
EG
EG5
200
HG13 HG13 HG13 HG13 HG13 HG13
EG14 R
EG45
250
300
++ 49 (0) 5141-9865-0 www. ecoroll.com (00) 1-513-248-4700 5
ecoroll.com (00) 1-513-248-4700 5
Обзор продукта и процесса © ECOROLL AG / ECOROLL Corp. 11-2006 Возможны изменения
ECOROLL Tooling Technology
Базирующаяся в Целле, Германия, компания ECOROLL AG Werkzeugtechnik является компания среднего размера, занимающаяся разработкой,
производит и продает инструменты и машины для улучшения качества металлических поверхностей. Эти инструменты
используются для вальцевания, глубокой прокатки и комбинированного полирования с зачисткой (последний разработан специально для цилиндрических труб).Компания ECOROLL AG представлена во всем мире, включая дочернюю компанию
в США (корпорация ECOROLL в Милфорде, штат Огайо) и представительства в Корее, Японии,
Южной Африке, Бразилии и многих европейских странах.
Технология, разработанная в ECOROLL AG, может быть применена в широком спектре отраслей,
включая медицинские технологии, автомобильную промышленность, авиастроение и аэрокосмическую промышленность, энергетические технологии
(ветряные турбины и нефтяная промышленность), а также везде, где требуется улучшение металлических деталей. для увеличения усталостной прочности и срока службы
для увеличения усталостной прочности и срока службы
или для улучшения работы.
Роликовое полирование и глубокая прокатка
ECOROLL — лидер отрасли в разработке фундаментальной технологии вальцевания и глубокой прокатки
. В обоих процессах один или несколько роликов или шариков прижимаются к поверхности заготовки
, пластифицируя верхний слой материала. В точке контакта усилие глубокой прокатки создает контактные напряжения
Герца в краевой зоне материала. Если это напряжение превышает предел текучести
материала, материал у поверхности начинает течь.Когда шарик или ролик движется по поверхности заготовки
, упруго деформированный материал отскакивает назад, толкая теперь уже пластически деформированную зону
к сжатию. Пока инструмент или заготовка продолжает вращаться, этот процесс
формовки продолжается по всей поверхности заготовки.
Путем пластической деформации поверхностного слоя заготовки как роликовым полированием, так и глубокой прокаткой
достигается очень гладкая поверхность. Вершины поверхности вдавливаются почти вертикально в поверхность
Вершины поверхности вдавливаются почти вертикально в поверхность
, а затем материал перетекает в углубления между выступами (см. Следующую иллюстрацию).
В результате получается гладкая поверхность не потому, что выступы изогнуты внутрь поверхности (широко распространенное,
, но ошибочное предположение), а потому, что материал на поверхности заготовки пластически деформируется и
материал течет, устраняя шероховатость поверхности.
α
Изогнутые стрелки, изображенные на поверхности материала, показывают, как материал смещается в
впадинах между пиками. Пластическая деформация увеличивает контакт ролика с поверхностью в
, так что приложенное давление прокатки (или сила полирования) влияет на пики, которые лежат перед текущим положением ролика
, вызывая перетекание пиков в точке контакта.Область между
и стрелками, обозначенными «направление вращения» на приведенном выше рисунке, демонстрирует, как форма поверхности
материала формируется во время процесса полировки валков или глубокой прокатки. Ролик подавляет пластифицированный материал
Ролик подавляет пластифицированный материал
, предотвращая его отталкивание назад против направления подачи, а задний угол α
гарантирует, что поверхность не будет чрезмерно полированной.
6 ++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700
© ECOROLL AG / ECOROLL Corp.11-2006 Подлежит пересмотру Раздел 1 — Обзор продукта
Полирование роликов и глубокая прокатка могут выполняться в одной и той же настройке после начального процесса резки
, такого как токарная обработка, расточка, развертывание, фрезерование или протяжка. Инструменты ECOROLL совместимы с обычными токарными станками
и ЧПУ, сверлами, фрезерными станками и другими обрабатывающими центрами. Кроме того, этими инструментами
можно обрабатывать как обычные (точеные и расточные), так и нестандартные (фрезерованные или штампованные) детали и поверхности.Инструменты
ECOROLL также можно настроить для работы со специальными станками в условиях массового производства.
Чем роликовое воронение отличается от глубокой прокатки?
Некоторые используют термин «роликовое полирование» для обозначения обоих процессов. Чтобы прояснить для наших клиентов уникальные преимущества
Чтобы прояснить для наших клиентов уникальные преимущества
обоих процессов, ECOROLL предпочитает отличать глубокую прокатку от роликовой полировки.
Хотя технологические средства схожи, цели и результаты, а также инструменты, используемые для каждого процесса
, отличаются.Если целью нанесения является улучшение качества поверхности и / или увеличение площади контакта
подшипника, ECOROLL рекомендует полировку роликов. С другой стороны, глубокая прокатка
обеспечивает надежный процесс повышения усталостной прочности. Такая глубокая прокатка одновременно улучшает другие качества поверхности, конечно,
полезно, но не так важно при глубокой прокатке.
Глубокая прокатка аналогична полировке роликов, но только в этом процессе сочетаются полировка, холодная обработка и создание сжимающих напряжений
в зоне обода.Вместе эти три физических эффекта увеличивают усталостную прочность
и уменьшают или даже предотвращают коррозионное растрескивание под напряжением. Как объяснялось ранее, ролики или шарики
Как объяснялось ранее, ролики или шарики
, подходящие для конкретной задачи, прижимаются к поверхности заготовки, пластифицируя материал в
краевой зоне. Когда эта пластическая деформация происходит при комнатной температуре или ниже, ее называют «холодной обработкой
». Этот процесс изменяет микроструктуру поверхности. Достигнутые характеристики материала
зависят от объема холодной обработки и свойств материала.Одновременно процесс глубокой прокатки вызывает
остаточных сжимающих напряжений. Путем точного управления давлением прокатки (или усилием полировки) инструменты ECOROLL
могут создавать определенные характеристики напряжения, необходимые для данной заготовки.
Комбинированное полирование с зачисткой и зачисткой
Инструменты инновационной линии OMEGA от ECOROLL сочетают в себе затачивание и вальцовку для устранения
неровностей круглой формы, таких как волнистость, которые возникают при производстве гидроцилиндров и
других труб. По сравнению с уже существующими процессами обработки цилиндров комбинация
По сравнению с уже существующими процессами обработки цилиндров комбинация
зуботочения и вальцевания представляет собой особенно экономичную альтернативу. Инструменты OMEGA
доказали свою эффективность для обработки цилиндров диаметром от 60 до 455 мм и длиной до 10 м.
В то время как затачивающая головка обрезает внутреннюю поверхность трубы до нужного размера и формы, роликовая головка
полирует ее. Несколько роликов, расположенных по окружности инструмента, прижимаются к внутренней стенке цилиндра.
Этот процесс сглаживает и формирует профиль поверхности, создаваемый зуботочением. Процесс формовки увеличивает твердость
и увеличивает сопротивление износу и усталости поверхностей, подверженных динамической нагрузке.
++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700 7
© ECOROLL AG / ECOROLL Corp. 11-2006 Подлежит пересмотру
Механический инструмент с несколькими роликами
Многорядные роликовые инструменты ECOROLL (типы G, R, RD, RAD, RA) специально разработаны
для обработки цилиндрических отверстий (сквозных и глухих), ступенчатых отверстий, а также внутренних и внешних поверхностей цилиндров
.
Инструменты RP, RDP, RK и RKA обрабатывают аналогичные нецилиндрические поверхности.
Инструмент с несколькими роликами Полировальный инструмент типа G на токарном станке с ЧПУ.
Эти универсальные инструменты
отличаются удобной регулировкой диаметра
и надежной и высокоточной производительностью
.
Инструмент для полировки роликов типа G с внутренней подачей СОЖ.
8 ++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700
© ECOROLL AG / ECOROLL Corp. 11-2006 Подлежит пересмотру Раздел 2 — Механический инструмент с несколькими роликами
Инструменты могут применяться на токарных, сверлильных, фрезерных станках с ЧПУ и обрабатывающих центрах
, а также на станках с ручным управлением.
Обработка шатуна с помощью инструмента типа G.
Обработка трехсекционного ступенчатого отверстия с помощью инструмента Type RD.
Кроме того,
инструментов требует минимальной смазки, а изнашиваемые детали
легко заменяются.
Простое обслуживание в сочетании с
и коротким рабочим циклом
дает значительную экономию времени на
.
Обработка карданного вала инструментом типа RA.
++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700 9
© ECOROLL AG / ECOROLL Corp.11-2006 Подлежит пересмотру
Инструмент типа G Применение:
Цилиндрические отверстия
Сквозные отверстия, диаметры 4–200 мм
Глухие отверстия, диаметры 6–200 мм
Инструменты с несколькими роликами Характеристики
• Для допусков на отверстия до класса IT8
• Тип GE для допусков отверстия до класса IT11, Ø 50 мм и более
• Подходит для металлов с пределом прочности на разрыв до 1400 Н / мм2 и
Максимальная твердость
HRC ≤ 45
• Обеспечивает качество поверхности Rz <1 мкм (Ra ≤ 0.2 мкм)
• Для использования на токарных, сверлильных, фрезерных станках и обрабатывающих центрах с ЧПУ
, а также на ручных станках
• Правое вращение
Базовая конструкция инструмента
• Инструменты типа G состоят из корпуса инструмента и ролика голова.
• Корпус инструмента с хвостовиком и регулировкой диаметра для полировки.
Узел с шагом регулировки 1 мкм.
• Хвостовики инструмента имеют коническую форму Морзе или цилиндрическую конструкцию Weldon.
Также доступны специализированные хвостовики.
• Роликовая головка состоит из конуса, обоймы и роликов.
• Роликовые головки взаимозаменяемы в диапазоне диаметров корпуса инструмента. Также доступны дополнительные клетки для самопокрытия.
Параметры
• Окружная скорость: до 250 м / мин.
• Подача: 0,05 — 0,3 мм / об. / Ролик
• Длина прокатки: при диаметре заготовки 36 мм или больше инструмент обеспечивает неограниченную длину прокатки.
Для меньших диаметров доступны инструменты со стандартной длиной прокатки.
Специально разработанные версии доступны по запросу.
Диаметр инструмента Хвостовик инструмента: a b c1) d i l Длина прокатки
Диапазон корпуса
D Конус Морзе или макс.
(все размеры — цилиндрический хвостовик
мм) Øexf
≥ 4 <17 MK2 1. 5
5
≥ 17 <21 Ø 20h6 x 50
G1.1 ≥ 21 <33 80 Прокатка Стандартная прокатка
G1.2 ≥ 33 <36 MK2 длина длина: 50 мм
G1.3 Ø 20h6 x 50 35 52 2 70 + 8 мм
≥ 36 <50 Ø 25h6 x 56
80 89
MK3 74
Ø 25h6 x 56
3
MK4
G2 ≥ 50 <100 Ø 32h6 x 60 49 68 93 99 79 Без ограничений
Длина прокатки
G3 ≥ 100 <2012) 71 84 5110124100
ПРИМЕЧАНИЕ: 1) Все размеры в мм.Измерение c не применяется для инструментов с глухим отверстием.
2) Для деталей диаметром более 201 мм см. Инструменты ECOROLL типа R.
10 ++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700
© ECOROLL AG / ECOROLL Corp. 11-2006 При условии внесения изменений
Раздел преимуществ 2 — Механический инструмент с несколькими роликами
• Надежность, высокая точность
• Короткое время цикла
• Удобная регулировка диаметра
• Требуется минимальная смазка (масло или эмульсия)
• Инструмент автоматически складывается при втягивании, чтобы предотвратить повреждение поверхности
• Легко заменять изнашиваемые детали
1. Инструмент G1.2–25.00–1–50 – MK 4. Хвостовик
Инструмент G1.2–25.00–1–50 – MK 4. Хвостовик
, корпус
Диаметр 2. Конструкция 3. Прокат Длина
Как заказать:
1. Укажите тип корпуса инструмента и диаметр обработки (см. Следующую таблицу ).
Специальные размеры диаметров (также в дюймах) доступны по запросу.
ПРИМЕЧАНИЕ. В зависимости от области применения инструменты для глухих отверстий могут допускать больший диапазон настроек
, чем показано в таблице.
2. Укажите вариант конструкции:
• 1: сквозные отверстия с клеткой без подачи
• 2: сквозные отверстия с клеткой с автоматической подачей
• 3: глухие отверстия с клеткой без подачи
3.Длину прокатки указать в мм: 100, 150, 200, 250, 300 (другие длины по запросу).
4. Укажите тип хвостовика:
• MK: Конус Морзе
• ZS: Цилиндрический хвостовик Weldon
Корпус инструмента Диаметр Диапазон настройки Число диаметров ролика Радиус ролика Длина ролика
D глухие ролики через отверстие4) Øgxh r
50
G1,1 мм отверстие3) 3 1×4 мм 75
Ø ≥ 4 <21 ≥4 <5 - / + мм 4 1,5 x 6 0,5
≥5 <6 5 2x6 1
G1. 2 ≥6 <8 - 0,05 / + 0,2 2 x 103)
2 ≥6 <8 - 0,05 / + 0,2 2 x 103)
Ø ≥ 21 <33 ≥ 8 <10 без глухого отверстия 6 3x9 1.5
≥ 10 <11
G1.3 ≥ 11 <17 - 0,05 / + 0,3 5 x 16
Ø ≥ 33 <50 ≥ 17 <21 - 0,05 / + 0,1
≥ 21 <25
G2 ≥ 25 <33 - 0,05 / + 0,4
Ø ≥ 50 <100 ≥ 33 <36 - 0,05 / + 0,1
≥ 36 <38
G3 ≥ 38 <50 - 0,05 / + 0,6
Ø ≥ 100 <201 ≥ 50 <86 - 0,05 / + 0,1
≥ 86 <100
≥ 100 <170 - 0,05 / + 0,8 8 8 x 25 2,5 неограниченно
≥ 170 <201 - 0,05 / + 0,1 14 x 35 4
12
16
ПРИМЕЧАНИЕ: 3) В зависимости от применения, слепой инструменты для отверстий могут допускать больший диапазон настроек, чем показано в таблице.
4) Обменивайте только комплекты роликов. При заказе роликов указывайте сквозное или глухое отверстие.
++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700 11
Инструменты с несколькими роликами © ECOROLL AG / ECOROLL Corp. 11-2006 При условии внесения изменений
Тип Инструмент R Применение:
Цилиндрические отверстия
Сквозные отверстия, диаметры 201 — 450 мм
Глухие отверстия, диаметры 201 — 450 мм
Характеристики
• Для допусков отверстия до класса IT8
• Подходит для металлов с пределом прочности на разрыв до 1400 Н / мм2 и
Максимальная твердость
HRC ≤ 45
• Инструменты достигают качества поверхности Rz <1 мкм (Ra ≤ 0.2 мкм)
• Для использования на токарных, сверлильных, фрезерных станках с ЧПУ и обрабатывающих центрах
, а также на ручных станках
• Правое вращение
Преимущества
• Короткое время цикла
• Удобная регулировка диаметра
• Минимальная смазка требуется (масло или эмульсия)
• Инструмент автоматически складывается при втягивании, чтобы предотвратить повреждение поверхности
• Легко заменяемые изнашиваемые детали
Базовая конструкция инструмента
• Инструменты типа R состоят из корпуса инструмента и роликовой головки.
• Корпус инструмента включает хвостовик и узел регулировки диаметра.
• Регулировочный узел подходит для любого размера в пределах диапазона настройки
.
• Ролики специальной конструкции для отверстий с широкими кольцевыми канавками или с поперечными отверстиями
. Эти ролики гарантируют плавную работу инструмента и отвод
.
Параметры
• Окружная скорость: до 250 м / мин.
• Подача: 0,10 — 0,4 мм / об. / Ролик
Диаметр инструмента Хвостовик инструмента: Номер Ролик Ролик abcdil
Диапазон корпуса от
до конуса Морзе с радиусом диаметра
D глухое отверстие1)
или ролики2) Ø gxhr
мм — / + мм
R5 ≥ 201 <255 цилиндрический
— 0.05 / + 0,8
≥ 255 <320 - 0,05 / + 0,1 хвостовик
≥ 320 <450
Øexf
мм мм
MK5 16
Ø 50 h6 x 80 20 14 x 35 4
5 125 156 134
28
ПРИМЕЧАНИЕ: 1) В зависимости от применения инструменты для глухих отверстий могут допускать больший диапазон настроек, чем показано в таблице
.
2) Обменивайте только комплекты роликов. При заказе роликов указывайте сквозное или глухое отверстие.
12 ++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700
© ECOROLL AG / ECOROLL Corp.11-2006 Подлежит пересмотру
Инструменты типа RD и RAD: Раздел 2 — Механический инструмент с несколькими роликами
Ступенчатые отверстия и ступенчатые валы
Характеристики
• Для допусков отверстия до класса IT8
• Подходит для металлов с пределом прочности на растяжение до 1400 Н / мм2
и максимальной твердости HRC ≤ 45
• Инструменты достигают качества поверхности Rz <1 мкм (Ra = 0,2 мкм)
• Для использования на токарных станках с ЧПУ, сверлах, фрезерных станках и обрабатывающих центрах
а также ручные станки
• Правое вращение
Преимущества
• Короткое время цикла
• Устраняет необходимость во втором инструменте
• Удобная регулировка диаметра
• Требуется минимальная смазка (масло или эмульсия)
• Инструмент автоматически складывается при втягивании для предотвращения повреждения поверхности
• Простая замена быстроизнашивающихся деталей
Базовая конструкция инструмента
• Инструменты типа RD и RAD состоят из корпуса инструмента и роликовой головки.
• Корпус инструмента включает хвостовик и два узла регулировки диаметра для независимой регулировки
.
• Роликовая головка состоит из двух внешних или внутренних конусов, одной двойной клетки и двух комплектов роликов
.
• Стандартными инструментами типа RD являются конические хвостовики Морзе; Тип RAD имеет цилиндрический хвостовик.
• Роликовая головка предназначена для заготовок определенных размеров.
Параметры
• Окружная скорость: до 250 м / мин.
• Подача: 0,10 — 0,4 мм / об./ ролик
• Длина прокатки: длина прокатки h, а также шаг шага g рассчитаны на
конкретных размеров заготовки. Чтобы избежать использования более одного инструмента для обработки одной детали
, эти инструменты могут быть оснащены очень маленькими шагами и до
трех шагов.
Диаметр инструмента Диапазон настройки Хвостовик инструмента: конус Морзе a b c3) d мин. ki
корпус со сквозным или цилиндрическим хвостовиком
D глухое отверстие Øexf
— / + мм мм
мм
— 0,05 / + 0.6 MK3
RD1 ≥ 16 <50 - 0,05 / + 0,1 Ø 25 h6 x 60 12 и / или
— 0,05 / + 0,8 MK4 53110 0,6 x D 125 99
— 0,05 / + 0,1 Ø 32 h6 x 60 3
RD2 ≥ 50 <100 Хвостовик инструмента
Диапазон настройки 75 150
RD3 ≥ 100 <201 (сквозное отверстие) Øexf 30
168124
a1 a2 bcd мин. г ч
мин. мин. мин. мин.
RAD1 ≥ 12 <25 - 0,1 / + 0,4 Ø 25 h6 x 56 96 65 130 30 0,8 x D зависит от
RAD2 ≥ 25 <51 - 0,1 / + 0,6 Ø 32 h6 x 60 140 105160 заготовка
ПРИМЕЧАНИЕ : 3) На инструментах для глухих отверстий размер c отсутствует.
++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700 13
Инструменты с несколькими роликами © ECOROLL AG / ECOROLL Corp. 11-2006 При условии внесения изменений
Тип RA Tool Application:
Цилиндрические наружные поверхности
Диаметр 3 — 160 мм
Характеристики
• Для допусков отверстия до класса IT8
• Тип RAP с компенсирующей роликовой головкой для допусков отверстия до
класс IT11
• Подходит для металлов с пределом прочности на разрыв до 1400 Н / мм2 и максимальной твердостью
HRC ≤ 45
• Достигает качества поверхности Rz <1 мкм (Ra ≤ 0.2 мкм)
• Для использования на токарных, сверлильных, фрезерных станках и обрабатывающих центрах с ЧПУ
, а также на ручных станках
• Правое вращение
Базовая конструкция инструмента
• Роликовые полировальные инструменты типа RA состоят из корпуса инструмента и роликовой головкой.
• Корпус инструмента включает хвостовик и узел регулировки диаметра.
• Стандартные цилиндрические хвостовики (также доступны конические хвостовики Морзе).
• Роликовая головка состоит из внешнего конуса, обоймы и роликов.
• Роликовые головки взаимозаменяемы в диапазоне диаметров, соответствующих размеру корпуса инструмента.
Параметры
• Окружная скорость: до 250 м / мин.
• Подача: 0,05–0,3 мм / об. / Ролик
• Длина прокатки: при использовании стандартного хвостовика длина прокатки инструмента ограничена (см.
в следующей таблице).
Для более длинных деталей ECOROLL® может поставить роликовый полировальный инструмент неограниченной длины.
Эти инструменты имеют полый усиленный цилиндрический хвостовик.
Диаметр инструмента Хвостовик инструмента: ab c1) di
Диапазон корпуса D Конус Морзе или цилиндрический хвостовик
Øexf
мм мм
Ø 20 h6 x 50 (MK2)
RA1 ≥ 3 <12 Ø 25 h6 x 56 (MK3) Ø 25 h6 x 60 x 15 55 45 80
RA2 ≥ 12 <25 Ø 40 h6 x 70 x 28
73 65 21 81 99
RA3 ≥ 25 <55 Ø 40 h6 x 70 (MK4) Ø 80 h6 x 90 x 57115105124
RA4 ≥ 55 <85 Ø 110 h6 x 110 x 88 28108
RA5 ≥ 85 <110
RA6 ≥ 110 <160 Ø 50 h6 x 80 (MK5) Ø 150 h6 x 120 x 113 152 140156
Ø 190 h6 x 150 x 1501) 130
1
35
238 225
ПРИМЕЧАНИЕ: 1) Максимальный диаметр при неограниченной длине прокатки составляет 145 мм.
14 ++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700
© ECOROLL AG / ECOROLL Corp. 11-2006 При условии внесения изменений
Раздел преимуществ 2 — Механический инструмент с несколькими роликами
• Надежность, высокая точность
• Короткое время цикла
• Удобная регулировка диаметра
• Требуется минимальная смазка (масло или эмульсия)
• Инструмент автоматически складывается при втягивании, чтобы предотвратить повреждение поверхности
• Легко заменять изнашиваемые детали
1.Инструмент RA3–25.00–3 – MK 3. Хвостовик
Корпус
Диаметр 2. Конструкция
Как заказать:
1. Укажите тип корпуса инструмента и диаметр обработки (см. Следующую таблицу).
ПРИМЕЧАНИЕ: нестандартные диаметры доступны по запросу.
2. Укажите вариант конструкции:
• 3: с клеткой без кормления
• 4: с клеткой с автоматической подачей
3. Укажите тип хвостовика:
• MK: конус Морзе
• ZS: Цилиндрический хвостовик (ограниченная длина прокатки)
• ZU: Полый цилиндрический хвостовик (неограниченная длина прокатки)
Корпус инструмента Диаметр Диапазон настройки Число диаметров ролика Радиус ролика Вальцовка
D Ролики Øgxh r длина
— / + мм
мм — 0.2 / + 0,05 3 мм 85
RA1 ≥3 <6 5 5 x 16 S 1,5 110
Ø ≥ 3 <12135
≥6 <8 - 0,4 / + 0,1
RA2 ≥ 8 <12
Ø ≥ 12 <25 ≥ 12 <17
≥ 17 <25
7
RA3 ≥ 25 <40 9 8 x 25 S 2,5
Ø ≥ 25 <55 ≥ 40 <55 11 14 x 35 S 4
9
RA4 ≥ 55 <85 11
Ø ≥ 55 <85
— 0,6 / + 0,1
RA5 ≥ 85 <110
Ø ≥ 85 <110
RA6 ≥ 110 <160
Ø ≥ 110 ≤ 160
ПРИМЕЧАНИЕ: 2) Пожалуйста, обменивайте только полные комплекты роликов.
++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700 15
© ECOROLL AG / ECOROLL Corp. 11-2006 При условии внесения изменений
Тип RP, RDP , RK, RKA Инструменты:
Нецилиндрические поверхности
Инструменты с несколькими роликами Особенности Обработка рулевого рычага с помощью инструмента типа RK.
Роликовые полировальные инструменты
RP, RDP, RK и RKA достигают выдающихся результатов на нецилиндрических поверхностях
, таких как плоские поверхности и внутренние и
внешние конические поверхности.
Эти инструменты работают под осевой нагрузкой и могут использоваться
практически с любым типом станков. Инструмент или заготовка
могут вращаться.
Узел гибкой дисковой пружины передает направленное в осевом направлении усилие прокатки
от станка
на роликовую головку. Инструменты могут использоваться для обработки
всех металлов с пределом прочности на разрыв от
до 1400 Н / мм2 и максимальной твердостью
45 HRC.
Преимущества
• Надежные, высокоточные характеристики
• Широкий спектр применений
• Чрезвычайно короткое время обработки
• Узел тарельчатой пружины обеспечивает стабильные,
высококачественные результаты
• Подходит для использования со многими различными станками
• Стандарт Доступные хвостовики инструмента: Morse
, конические, цилиндрические и хвостовики инструмента VDI
• Простая замена быстроизнашивающихся деталей
Базовая конструкция инструмента Обработка корпуса редуктора с помощью инструмента Type RP.
Роликовые полировальные инструменты типов RP, RDP, RK и RKA
состоят из корпуса инструмента и роликовой головки.
Корпуса для инструментов RP, RDP, RK и RKA
бывают четырех размеров: от S1 до S4.
Инструменты оснащены коническими хвостовиками Морзе, но также доступны цилиндрические хвостовики, хвостовик DIN 69880 (хвостовик VDI) и хвостовики
для других систем зажима. Кроме того, корпус инструмента включает в себя узел
тарельчатой пружины, специально разработанный и скомпонованный для каждой отдельной задачи обработки.
Роликовые головки изготавливаются в соответствии с конкретными размерами заготовки. Узел роликовой головки
устанавливается на корпус инструмента и определяет его тип.
Иллюстрации на следующей странице демонстрируют как модульную систему, так и широкий спектр доступных комбинаций
.
16 ++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700
© ECOROLL AG / ECOROLL Corp. 11-2006 Подлежит пересмотру
Конструкция и технические характеристики инструмента Раздел 2 — Механический инструмент с несколькими роликами
Конус Морзе Цилиндрический хвостовик Цилиндрический хвостовик
DIN 228 DIN 1835 B, форма B DIN 69880
MK ZS VDI
Доступно
хвостовиков:
Доступно
роликовых головок R:
RKA
Инструмент Применение РК
: Плоские поверхности Плоские поверхности и внешнее коническое отверстие Коническое отверстие
Цилиндрические отверстия поверхности отверстия
Как заказать: Инструмент РК – 60.6–45,0–30 ° –S3 – MK Хвостовик
В следующей таблице перечислены стандартные размеры корпуса
для корпусов инструментов. Размеры головки ролика
и подходящий инструмент Диаметр Диаметр Угол α Размер корпуса инструмента
зависит от заготовки D d (только для размеров корпуса
и текучести материала RK, RKA) Прочность
.
Корпус инструмента ab Максимальный стандарт
Чтобы обеспечить оптимальную конструкцию инструмента, выньте хвостовик
и предоставьте чертеж заготовки, S1 мм, кН
, включая спецификации материала.Если чертежи S2 26 66 3,9 MK1
недоступны, укажите размеры S3 35 92 13,5 MK2
требуемой роликовой головки S4 45 107 21,6 MK3
и предел текучести детали 65 135 MK4
, подлежащей полировке. 40,5
++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700 17
© ECOROLL AG / ECOROLL Corp. 11-2006 Подлежит пересмотру
Механический одинарный ролик Инструменты
Механические однороликовые инструменты ECOROLL предназначены для обработки
разнообразных неровных поверхностей, включая конкретные контуры, бороздки и канавки, а также
цилиндрических и конических внешних поверхностей и отверстий.
В эту группу инструментов входят инструменты типа EG5, EG14 и EG45.
EG5 Инструменты EG состоят из корпуса инструмента
с хвостовиком инструмента
, пружинного узла
, который позволяет головке
двигаться без люфта и очень небольшого трения
, и индикатора
, который косвенно измеряет полировку
. сила.
Инструменты с одним роликом Обработка стержня цилиндра с помощью инструмента
типа EG5.
Обработка области круглого кольца
с помощью инструмента EG5-xxF.
Обработка сферической поверхности
инструментом EG5-08.
Обработка отверстия инструментом EGI-32.
18 ++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700
EG14 © ECOROLL AG / ECOROLL Corp. 11-2006 Подлежит пересмотру Раздел 3 — Механический одинарный ролик Инструменты
EG45
Обработка корпуса
Обработка оси поезда с помощью инструмента EG45-40M.
Обработка корпуса подшипника Обработка оси поезда с помощью инструмента EG45-45T.
Обработка стержня цилиндра Обработка fl колеса с помощью инструмента EG45-40M.
++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700 19
© ECOROLL AG / ECOROLL Corp. 11-2006 При условии внесения изменений
Инструмент типа EG5 Применения:
Цилиндры, поверхности, конусы и отверстия
Диаметр 55 мм и больше
Однороликовый инструмент
Характеристики
• Роликовое полирование цилиндрических и конических
внешних поверхностей, внешних или внутренних поверхностей,
, а также цилиндрических и конических отверстий (специально разработанные модели
доступны для конусов)
• Для использования с ЧПУ или с обычными токарными станками
• Полная обработка за одну установку
• Достижимое качество поверхности: Rz <1 мкм
(Ra ≤ 0.2 мкм)
• Подходит для металлов с пределом прочности на разрыв от
до 1400 Н / мм2 и максимальной твердостью
HRC ≤ 45
• Симметричная конструкция
позволяет работать как в правой, так и в левой руке
• Подача в направлении, указанном стрелкой на этикетке на
инструмент
• Ролик может вращаться в любом направлении
Преимущества
• Короткое время цикла
• Исключает время наладки и вспомогательную обработку
• Для использования на токарных станках с ЧПУ или обычных токарных станках
• Нет пыль или остатки шлифования
• Требуется минимальная смазка (масло или эмульсия)
• Переменное усилие полирования в зависимости от прогиба пружины
• Точно измеренное усилие полирования обеспечивает стабильные результаты высокого качества
• Неограниченная поверхность ролика для полировальных выступов роликов и
другие кромки
• Пружинный узел позволяет роликовой головке двигаться без люфта
и с очень низким коэффициентом трения 90 003
• Модульная конструкция позволяет использовать эти инструменты
в нескольких конфигурациях
• Легко заменять изнашиваемые детали
• Конструкция инструмента включает фиксированный угол зазора роликов α
Параметры
• Максимальная окружная скорость: 150 м / мин.
• Максимальная подача: 0,6 мм / об.
• Максимальное усилие полирования: 3000 Н
Применение отверстия
с конструктивной версией 1 (см. Рисунки на следующей странице)
Глубина отверстия (мм) ≤ 16> 66
Наименьший диаметр отверстия (мм) 55 140
20 ++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700
© ECOROLL AG / ECOROLL Corp. 11-2006 Подлежит пересмотру
Конструкция и технические характеристики инструмента Раздел 3 — Механический одиночный Роликовые инструменты
Базовая конструкция инструмента
Одинарные роликовые полировальные инструменты типа EG5 состоят из корпуса инструмента
, снабженного хвостовиком инструмента, пружинного узла, который позволяет роликовой головке
двигаться без люфта и очень низкого трения, и калибра, который
указывает усилие полирования, измеренное по прогибу пружины.Дополнительное устройство
передает значения по кабелю или беспроводному сигналу на внешний индикатор
.
Роликовая головка прикреплена к гибкой подпружиненной части корпуса инструмента. Роликовая головка состоит из сепаратора
, который содержит и направляет полировальный ролик, и опорного ролика с большим игольчатым подшипником. Клетка
также содержит два запасных ролика.
Как заказать: Инструмент EG5–3 – VDI30 Хвостовик:
тип VDI = DIN 69880
Доступны четыре версии этого инструмента.SL = квадратный хвостовик
См. Следующие рисунки и таблицу. Версия дизайна: см. Иллюстрации.
Специально разработанные инструменты для обработки конусов
по запросу.
EG5, конструкция 1 EG5, конструкция 2
Цилиндрические поверхности Торцы на стороне патрона
EG5, конструкция 3 EG5, конструкция 4
Цилиндрические поверхности Торцы на стороне задней бабки
Направление подачи: к задней бабке
Инструмент VDI хвостовик Высота Площадь Различные размеры в зависимости от исполнения (мм)
тип Ø d1) (мм) хвостовик
(мм) (мм) 123 4
h2 h3 p1) abcefgik lmn o
20 67
16 64111
EG5 30 45 77 78 82 120 69 112 78 84 10 84 3 44 120
20
40 82
25
ПРИМЕЧАНИЕ: 1) Дополнительные размеры
++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700 21
© ECOROLL AG / ECOROLL Corp. 11-2006 Возможны изменения
Инструмент типа EG5 Применения:
Контуры, выступы, гребни с канавками, короткие отверстия
Диаметр 8,5 мм и более
Характеристики Базовая конструкция инструмента
• Для использования с ЧПУ или • Корпус инструмента, оснащенный хвостовиком инструмента, пружиной
, традиционный токарный узел, который позволяет роликовой головке
двигаться без люфта и с очень низким трением
• Полная обработка за одну настройку
• Достижимое качество поверхности: • Датчик, указывающий силу полировки
• Переменная сила полировки в зависимости от пружины
Rz <1 мкм (Ra = 0.2 мкм)
• Подходит для металлов с пределом прочности на разрыв до
• Подача в направлении стрелки на метке инструмента
1400 Н / мм2 и максимальной твердостью HRC ≤ 45 • Конструкция инструмента включает фиксированный угол зазора роликов α
• Модульный конструкция позволяет этим инструментам быть
Однороликовые инструменты Параметры Подача
, используемая в нескольких конфигурациях
• Симметричная конструкция позволяет использовать либо правую окружность инструмента
, скорость
, либо левую работу
• Вращается в любом направлении EG5-08F 80-100 м / мин.0,1-0,4 мм / об.
0,1-0,6 мм / об.
Преимущества ЭГИ5-32 80-150 м / мин. 0,1-0,8 мм / об.
EGI5 100-200 м / мин.
• Короткое время цикла EG5-40M
• Исключает время настройки и дополнительной обработки EG5-40M-45 °
• Отсутствие пыли и остатков шлифования
• Минимальная смазка (масло или эмульсия)
• Точно измеренное усилие полирования обеспечивает
стабильные, высококачественные результаты
• Неограниченная поверхность ролика делает возможным полирование роликом
уступов и других кромок
• Легко заменяемые изнашиваемые детали
EG5-08F
• Ролик полирует fl канавки на поверхности или окружности и отверстия
с диаметрами из 8.5 мм и больше
• Макс. глубина прокатки: 20 мм для диаметров 8,5 мм и более (EG5-08F)
• Макс. глубина прокатки: 30 мм для диаметров 11,5 мм и более (EG5-11F)
• Пружинный узел корпуса инструмента расположен параллельно поверхности заготовки
• Плавающая роликовая головка прикреплена к гибкой, подпружиненной части корпуса инструмента
EGI5- 32
• Роликовая полировка отверстий диаметром 32 мм и более
• Максимальная длина прокатки: 80 мм
• Пружинный узел корпуса инструмента расположен параллельно заготовке
поверхность
• Роликовая головка прикреплена к гибкой, подпружиненной
корпуса инструмента секция
• Роликовая головка состоит из сепаратора, который направляет полировальный ролик
и опорного ролика с большим игольчатым подшипником
22 ++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700
© ECOROLL AG / ECOROLL Corp. 11-2006 Подлежит пересмотру Раздел 3 — Механические однороликовые инструменты
Конструкция и технические характеристики инструмента
EGI5
• Ролик полирует отверстия диаметром от 55 мм и более
• Максимальная длина прокатки: 105 мм
• Пружинный узел корпуса инструмента расположен под углом 45 ° к заготовке
Поверхность
• Роликовая головка прикреплена к гибкой подпружиненной секции корпуса инструмента
• Роликовая головка состоит из сепаратора, который направляет полировальный валик и опорный валик
с крупногабаритным игольчатым подшипником
• В сепараторе также находятся два запасных ролика
EG5-40M
• Роликовые полироли на внешних поверхностях
• Для низких и средних прочностные материалы
• Пружинный узел корпуса инструмента расположен параллельно поверхности заготовки
• Роликовая головка прикреплена к гибкой подпружиненной секции корпуса инструмента
• Чрезвычайно узкий ролик с интегрированным 4-точечный подшипник
EG5-40M-45 °
• Ролик полирует цилиндрические поверхности с радиусом соединительного фаски
до торца заготовки
• Для материалов с низкой и средней прочностью
• Пружинный узел корпуса инструмента расположен на Угол 45 ° к поверхности заготовки
• Роликовая головка прикреплена к гибкой подпружиненной секции корпуса инструмента
• Чрезвычайно узкий ролик со встроенным четырехточечным подшипником
Тип инструмента VDI Высота квадрат Основные размеры (мм)
хвостовик (мм)
EG5-08F хвостовик
EGI5-32 ØD h2 h3
EGI5 (мм) (мм) abcdel
20,30,40 106 53 95 8.5 / 11,5 8/11 20/30
117
50 40 67-91
150 24 80
20,30,40 161 58 99 32
50 63 81-90 20 252 41122 55 44100
25 f
30 , 40
50
32
EG5-40M 20,30,40 66
10
50 77 30
50 67-91
20,30,40 136
EG5-40M-45 ° 50147 65115
++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700 23
© ECOROLL AG / ECOROLL Corp. 11-2006 При условии внесения изменений
Инструмент типа EG14 Применение:
Наружные поверхности и отверстия,
цилиндрические и конические
Диаметр 120 мм и более
Однороликовые инструменты
Характеристики
• Обрабатывает цилиндрические и конические внешние поверхности
, внешние или внутренние поверхности, а также цилиндрические
и конические отверстия (специально разработанные модели
доступны для конусов)
• Для использования с ЧПУ или
обычных токарных станков
• Полная обработка за одну установку
• Achieva Качество поверхности: Rz <1 мкм (Ra ≤ 0.2 мкм)
• Подходит для металлов с пределом прочности на разрыв до
1400 Н / мм2 и максимальной твердостью HRC ≤ 45
• Модульная конструкция позволяет использовать эти инструменты
в нескольких конфигурациях
• Симметричная конструкция позволяет использовать как правую, так и
левостороннее управление
• Вращается в любом направлении
• Конструкция инструмента включает фиксированный угол зазора роликов α
Преимущества
• Короткое время цикла
• Не требуется дополнительное время обработки
• Отсутствие пыли и остатков шлифования
• Минимальная смазка требуется (масло или эмульсия)
• Бесступенчатая регулировка силы полирования
• Точно измеренная сила полирования обеспечивает
стабильных высококачественных результатов
• Неограниченная поверхность ролика делает возможным полирование роликом
уступов и других кромок
• Простая замена изнашиваемых деталей
Параметры
• Максимальная окружная скорость: 200 м / мин.
• Максимальная подача: 1 мм / об.
ПРИМЕЧАНИЕ: Протяните в направлении стрелки
этикетку на инструменте (см. Инструменты на следующей странице)
• Максимальное усилие полировки: 10 000 Н
Диаметр отверстия
с конструктивной версией 1 (см. Рисунки на следующей странице)
Глубина отверстия (мм) ≤ 25 ≤ 50> 50
Наименьший диаметр отверстия (мм) 120150180
24 ++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700
© ECOROLL AG / ECOROLL Corp. 11-2006 Подлежит пересмотру
Конструкция и технические характеристики инструмента
Раздел 3 — Механические однололиковые инструменты
Базовая конструкция инструмента
Одинарные полировальные инструменты типа EG14 состоят из корпуса инструмента
, оснащенного хвостовик инструмента, пружинный узел, который позволяет роликовой головке
двигаться без люфта и очень низкого трения, и калибр
, который показывает силу полирования, измеренную по отклонению пружины
.Дополнительное устройство передает значения по кабелю или беспроводному сигналу
на внешний индикатор.
Роликовая головка прикреплена к гибкой подпружиненной части корпуса инструмента. Роликовая головка состоит из сепаратора
, который содержит и направляет полировальный ролик, и опорного ролика с большим игольчатым подшипником.
Как заказать: Инструмент EG14–1 – VDI50 Хвостовик:
тип VDI = DIN 69880, с двумя зубьями
Доступны четыре версии этого инструмента. SL = квадратный хвостовик
См. Следующие иллюстрации. Исполнение: см. Иллюстрации.
и стол. Специально разработанные инструменты для хвостовиков специальной конструкции для обработки конусов
по запросу. запрос
EG14, конструкция 1 EG14, конструкция 2
Цилиндрические поверхности Торцы на стороне патрона
EG14, конструкция 3 EG14, конструкция 4
Цилиндрические поверхности Торцы на стороне задней бабки
Направление подачи: к задней бабке
Высота хвостовика инструмента VDI Квадрат Различные размеры в зависимости от исполнения (мм)
тип Ø d1) (мм) хвостовик
(мм) (мм) 1 23 4
h2 h3 p1) abcxefgiklmno
EG14 40 63 81 25 или 32 71 131 152 43 40 159 113127 50106 20 50 147
50 90 45
60110150 50166124 13
ПРИМЕЧАНИЕ: 1) Дополнительные размеры
++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700 25
© ECOROLL AG / ECOROLL Corp. 11-2006 Возможны изменения
Инструмент Тип EG45 Применение:
Скругления и контуры
Характеристики EG45-40M
• Для использовать с ЧПУ или обычными токарными станками
, которые могут копировать контуры
• Полная обработка за одну установку
• Подходит для металлов с пределом прочности на разрыв до 1400 Н / мм2
и максимальной твердостью HRC ≤ 45
• Достижимое качество поверхности: Rz <1 мкм (Ra = 0.2 мкм)
EG45-40M
• Ролик полирует цилиндрические поверхности с соединительной кромкой радиусом
до торца заготовки
• Для материалов с низкой и средней прочностью
Инструменты с одним роликом EG45-45T
• Роликовые полировки цилиндры и поверхности в дополнение к
соединительным пластинам с наклоном до 75 °
• Высокое усилие полирования позволяет обрабатывать высокопрочные материалы
EG45-45F EG45-45T
• Ролик полирует выпуклые и вогнутые формы с плавающей роликовой головкой
специально адаптирован к заготовке
• Работает в режиме врезания или подачи
Преимущества Параметры
• Одновременно устраняет микро- • Максимальная окружная скорость: 300 м / мин.
зазубрин и остаточных материалов • Максимальная подача: 1 мм / об.
сжимающих напряжений в холодном состоянии
Рабочий радиус Применение
• Короткое время цикла Тип инструмента Радиус заготовки R для полировки роликом
• Исключает переналадку и вспомогательный радиус r (мм)
Время обработки EG45-40M 0,8 1,2 1,6 2,5 4 6.3
• Отсутствие пыли или остатков шлифования EG45-45T 0,8 — 3 1,2 — 5 2,5 — 8 4 — 12 6 — 40 8 — 63
• Требуется минимальная смазка (масло или 0,8 — 3 1,2 -5 2-8 3 — 12 5 — 20
эмульсия) EG45-45F Ролики, специально разработанные в соответствии с заготовкой
• Бесступенчатая регулировка формы силы полирования.
• Точно измеренное усилие полирования
обеспечивает стабильные и качественные результаты
• Простая замена изнашиваемых деталей
Диапазоны применения инструмента
Предел текучести Rp0,2 Н / мм2 ≤ 160 ≤ 250 ≤ 400 ≤ 630 ≤ 1000
Ø заготовки ≤ 25 мм
Заготовка Ø ≤ 100 мм EG45-45T EG45-45T
Заготовка Ø ≤ 160 мм EG45-45F EG45-45F
Заготовка Ø ≤ 250 мм EG45-40M
EG45-45T
EG45-45T EG45-45F
EG45-45F
EG45-40M EG45-45T
EG45-45F
EG45-45T
EG45-45F EG45-45T
EG45-40M EG45-45F
EG45-45T
EG45-45F
EG45-40M 9 ++ 49 0 002 ( ) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700
© ECOROLL AG / ECOROLL Corp. 11-2006 Подлежит пересмотру
Конструкция и технические характеристики инструмента Раздел 3 — Механический однорядный инструмент
Базовая конструкция инструмента
Тип EG45 одинарные роликовые полировальные инструменты состоят из корпуса инструмента
, снабженного хвостовиком инструмента, пружинного узла, который позволяет роликовой головке
двигаться без люфта и с очень низким коэффициентом трения, и циферблатного индикатора
, который косвенно измеряет силу полирования.
Роликовая головка прикреплена к гибкой подпружиненной части корпуса инструмента.EG45-45T и -45F оснащены подвижными роликами
, а EG45-40M — роликом меньшего размера. ЭГ45-40М из-за своей конструкции имеет меньшую грузоподъемность.
Как заказать: Тип инструмента: одиночный EG45–1–40M – R2.5 – VDI50 Хвостовик VDI 50,
для полировки роликов SL = квадратный хвостовик
Доступны четыре версии этого инструмента. инструмент с пружиной
Пожалуйста, обратитесь к следующей системе иллюстраций, загруженной на Design Roller Roller с
и таблицей. версия с углом 45 °: см. радиус диаметра 2.5 мм
иллюстрации и дизайн
EG45, конструкция 1 EG45, конструкция 2
Цилиндрические поверхности, грани на стороне зажимного патрона,
, включая соседние выступы, включая соседние выступы
EG45, дизайн 3 EG45, дизайн 4
Цилиндрические поверхности, включая прилегающие фаски Торцы на стороне задней бабки,
Направление подачи: к задней бабке, включая соседние фаски
Тип инструмента Хвостовик VDI Высота Квадрат Различные размеры в зависимости от исполнения (мм)
Ød (мм) хвостовик
EG45-45T (мм) h2 h3 (мм) ) 123 4
EG45-40M
40,50 63 81-110 p ab cefgik lm no
60 72 124
25 или 32 149 52 163 127 116 3
40,50 81 156 162 170118 134
60 48
129 126
69 136 150 108 134
++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700 27
© ECOROLL AG / ECOROLL Corp. 11-2006 Подлежит пересмотру
Гидростатические инструменты
Гидростатические инструменты ECOROLL могут выполнять роликовую полировку и глубокую прокатку даже самых сложных
контуры и поверхности произвольной формы. Инструменты HG могут применяться на токарных, сверлильных, фрезерных станках и обрабатывающих центрах
с ЧПУ, а также на станках с ручным управлением
. Инструменты HG могут обрабатывать материалы с твердостью до
до 65 HRC.
В эту группу инструментов входят инструменты типов
HG2 — HG25.
Hydrostatic Tools HG полировальный шарик и фиксатор шарика; Уникальная конструкция инструмента HG основана на
стрелках, указывающих поток жидкости — полировальном шарике, изготовленном из особо твердого материала
. Этот шар
гидростатически подвешен под действием жидкости под давлением, водорастворимого хладагента
или масла. Линия насосов ECOROLL
HGP снабжает инструменты постоянным, управляемым источником
рабочего давления
. Это давление создает усилие полирования
, которое прикладывается, когда шарик
вращается относительно поверхности заготовки.
Обработка поршня регулирующего клапана с помощью инструмента
HG6 для оптимизации скольжения.
Глубокая прокатка клапана с помощью инструмента HG6
для повышения его усталостной прочности.
Обработка шариковой шпильки с помощью инструмента HG6.
28 ++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700
© ECOROLL AG / ECOROLL Corp. 11-2006 Подлежит пересмотру Раздел 4 — Гидростатические инструменты
Инструмент типа HG Применения:
Сложные контуры и глубокая прокатка
Инструменты ECOROLL HG часто могут обрабатывать
сложных форм, которые
стандартных роликовых полировальных инструментов
не могут.
Гидростатически нагруженный шар
может свободно вращаться в любом направлении в пределах
держателя шара, даже на высокой скорости.
Обработка твердой оправки с фигурными контурами с помощью инструмента
HG6 исключает ручную полировку.
Гидростатический подшипник Обработка корпуса клапана с помощью инструмента HG13.
поддерживает пленку поддерживающей жидкости
между шаром и глубокой прокаткой с помощью инструментов HG. Резко
седла шара, независимо от увеличения усталостной прочности и расстояния
между инструментом и сроком службы динамически нагруженной заготовки
.Детали и компоненты изготовлены из
Уникальные легкие материалы инструмента HG. Система
позволяет шарику
для полировки следовать за заготовкой. Процесс создает остаточный контур
, сохраняя при этом сжимающие напряжения в постоянном усилии полировки
. Поверхностный слой компонента и
одновременно улучшают прокачку ролика
материала корпуса гидротрансформатора за счет прочности и чистоты поверхности с помощью инструмента
HG13 для улучшения его свойств скольжения.пластическая деформация или холодная обработка.
++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700 29
© ECOROLL AG / ECOROLL Corp. 11-2006 Подлежит пересмотру
Инструмент типа HG :
Твердое вальцовочное полирование
За исключением HG2 и HG25, вся линейка инструментов HG может полировать закаленную сталь
и другие сплавы с твердостью до 65 HRC.
Использование линейки инструментов HG
снижает общие затраты на обработку
. Один инструмент HG
можно использовать для нескольких приложений.
Гидростатические инструменты Глубокая прокатка радиуса выступа оси
вала для увеличения усталостной прочности.
Жесткая прокатка роликового коромысла с помощью инструмента HG6
исключает необходимость дополнительной притирки.
Обработка конической шестерни с помощью инструмента Как заказать:
HG6. Инструменты
HG доступны в большом количестве версий.
См. Информацию на странице 35 и соглашения об именах
, перечисленные на следующей странице.
Тип инструмента HG13–9 – L – 15 ° –SLK – 25 Тип инструмента HG6–5 – E – 90 ° –VDI20 – Sauter Револьверная головка
производитель
и шар и шар (только HGx-5
и HGx-6) Размер
Конструкция Настройка Размер хвостовика Конструкция Настройка
размер
версия угол α версия угол α
L = левый VDI = хвостовик VDI E = один полировальный VDI = хвостовик VDI
R = правый SL = квадратный элемент хвостовика SL = квадрат хвостовик
K = шар (HGx – 6) SLK = короткий квадратный хвостовик Z = два полировальных хвостовика SLK = короткий квадратный хвостовик
H = фацет (HGx – 6) (держатель инструмента DIN 89880) элементы (держатель инструмента DIN 89880)
30 + +49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700
© ECOROLL AG / ECOROLL Corp. 11-2006 Возможны изменения Раздел 4 — Гидростатические инструменты
Конструкция и технические характеристики гидростатических инструментов
Размер шарика
Линия HG включает инструменты в широком диапазоне размеров с полировальными шариками диаметром от 2 до 25 мм.
Инструменты классифицируются по приблизительному размеру шарика. Например, диаметр шара в инструменте
HG6 находится в диапазоне 6 мм. Чтобы максимизировать уровень сжимающих остаточных напряжений, используйте инструмент
с максимально возможным диаметром шарика.
ПРИМЕЧАНИЕ: Контуры детали в конечном итоге определяют размер шарика.
HG мяч Макс. полировка Макс. угол Ход Длина
размер Диапазон усилия (ß) (с) (л)
HG2 90N ± 22,5 ° 2 мм 35 мм
HG3 250N ± 22,5 ° 4 мм 42 мм
HG4 500N ± 30 ° 5 мм 50 мм
HG6 1000N ± 30 ° 6 мм 50 мм
HG13 4000N ± 35 ° 8,5 мм 69 мм
HG25 4000N ± 30 ° 8,5 мм 82 мм
Конструктивная версия
Поскольку инструменты HG могут использоваться в широком спектре приложений, многие конструкции отличаются Доступно
версий.Инструменты HG классифицируются не только по размеру шарика, но и по исполнению. Например, инструмент
HG6-2 имеет шарик диаметром 6 мм и используется для полировки внутренних диаметров. В следующей таблице
перечислены версии дизайна и связанные с ними приложения.
ПРИМЕЧАНИЕ: Инструменты перечислены ниже: HGx-y, где x указывает размер шарика, а y — версию конструкции
.
Конструкция HG Применение
версия
Внутренние диаметры (цилиндрические и конические отверстия)
HGx-1 Внутренние диаметры (цилиндрические отверстия)
HGx-2 Внутренние диаметры (узкие цилиндрические отверстия)
HGx-4 Сложные контуры (цилиндры, конусы, грани, филе, сферы)
HGx-5 Сферические контуры
HGx-6 Грани и поверхности произвольной формы
HGx-7 Поверхности с осевой симметрией (цилиндры, конусы, грани, полоски, сферы)
HGx-9 Сферические контуры
HGx-10 Специальный инструмент варианты дизайна (e.г. внутренние диаметры — узкие цилиндрические отверстия)
HGx-11 Вращательно-симметричные поверхности (цилиндры, конусы, грани, радиусы, скошенные грани и другие внешние и внутренние контуры
HGx-19)
3-точечный инструмент (3 полировальных шара), наружные диаметры узкие цилиндры
HGx-20 Сложные внешние поверхности (например, переходная зона возле радиуса поворотного кулака)
HGx-23 2-точечный инструмент (2 полировальных шарика), обрабатывает обе стороны дисковых и тонкостенных деталей
HGx-29 ( например, лопатки турбины) за один проход
++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700 31
© ECOROLL AG / ECOROLL Corp. 11-2006 Возможны изменения
Версии конструкции HGx-1, HGx-2, HGx-4, HGx-11
Применение : Внутренний диаметр
Гидростатический инструмент HGx-1
• Для диаметров отверстий ≥ 19 мм
• Доступен с полировальными шарами диаметром до 6 мм
• Для использования с токарными станками, расточными станками и обрабатывающими центрами
• Доступен с ротационным соединением DD для вращение
приложений (см. стр. 37)
• Шаровая вставка, установленная на конце рычага, приводится в действие
система слежения корпуса инструмента
• Начальная настройка диаметра: отрегулируйте салазки станка до
приблизительного радиального положения
• Система слежения автоматически настраивает диаметр
HGx-2
• Для диаметров отверстий ≥ 70 мм (HG6-2) и ≥ 125 мм (HG13-2)
• Аналогично предыдущим инструментам, но диаметр хвостовика = 50 мм
• Жесткий хвостовик позволяет прокатку длиной до 800 мм.
• Оборудован стандартной полировкой. элементы
HGx-2P
• Доступен только с 6-миллиметровыми полировальными шариками (HG6)
• Для внутреннего роликового полирования узких отверстий (аналогично
расточной оправке)
• Для использования с держателями расточной оправки как на обычных
,
и Токарные станки с ЧПУ
• Хвостовик с двумя зажимными поверхностями
• Максимальная длина прокатки: 350 мм
HGx-4
• Для отверстий размером 50 — 150 мм
• Для использования на станках для глубокого растачивания
• Устанавливается на расточной оправке со стандартной Резьбовое соединение BTA
• Неограниченная длина прокатки
• Направляющие пластины центрируют инструмент в отверстии (приблизительное положение)
• Допустимое отклонение диаметра отверстия: 2 мм
HGx-11 (Специальная версия)
• Для внутренних диаметров (отверстий)
• Размеры диаметров 6 — 33 мм
• Для каждого диаметра требуется индивидуальная роликовая головка
Как заказать:
Инструменты HG доступны во многих версиях.
См. Информацию на стр. 35
и следующие соглашения об именах.
Тип инструмента HG13–9 – L – 15 ° –SLK – 25
и шарик
Размер
Конструкция Настройка Хвостовик
размер
версия угол α
L = левый VDI = хвостовик VDI
R = правый SL = квадратный хвостовик
K = шар (HGx – 6) SLK = короткий квадратный хвостовик
H = фацет (HGx – 6) (держатель инструмента DIN 89880)
32 ++ 49 (0) 5141-9865-0 www.ecoroll. com (00) 1-513-248-4700
© ECOROLL AG / ECOROLL Corp.11-2006 Подлежит пересмотру Раздел 4 — Гидростатические инструменты
Варианты конструкции HGx-5, HGx-6, HGx-9, HGx-10, HGx-19
Области применения: осесимметричные поверхности
и сложные контуры
HGx-5
• Применяется на токарных станках с ЧПУ, оборудованных приводными системами
• Встроенный насос высокого давления исключает необходимость во внешнем источнике давления
• Просто вставьте инструмент в револьверную головку, и он
готов к работе
• Может быть оснащены хвостовиками VDI (диаметром
20 — 80 мм) для всех традиционных приводных систем
• Симметричная конструкция и двухзубчатый хвостовик позволяют использовать
правой или левой рукой
HGx-6
• Аналогично HGx-5, но с поворотным полировальным элементом для полировки
шариков и закругленных поверхностей
• Встроенный насос высокого давления исключает необходимость внешнего источника давления
• Роликовые полировальные круги HG13-6R
HGx-9
• Для использования с обычными токарными станками и токарными станками с ЧПУ
• Высота хвостовика от 20 до 32 мм
• Доступны как правые, так и левосторонние инструменты
• Диапазон угла установки: 0 — 90 ° с шагом 15 °
• Давление подается через хвостовик сбоку или сзади
• HG2-9 только для глубокой прокатки, поставляется со встроенным квадратным хвостовиком, но доступны
адаптеры
для монтажа со стандартными квадратными хвостовиками
HGx-10
• Рекомендуется для используйте
с обычными и
токарными станками с ЧПУ
• Предназначен для полировки сферических контуров и пазов роликами
• Поворотное устройство позволяет непрерывно регулировать угол наклона во время процесса
• Доступны как правосторонние, так и левосторонние инструменты со стандартизованной высотой квадратного хвостовика для стандартных зажимных приспособлений
HGx-19
• Для вальцевания и глубокой прокатки твердых материалов до 65 HRC
• Может обрабатывать все осесимметричные и f повторная формовка поверхностей
• Гидравлически генерируемое усилие полирования можно точно измерить и контролировать,
обеспечивает стабильные высококачественные результаты
• Оснащен хвостовиком VDI, цилиндрическим хвостовиком, хвостовиком HSK или хвостовиком Capto
++ 49 (0) 5141- 9865-0 www.ecoroll.com (00) 1-513-248-4700 33
© ECOROLL AG / ECOROLL Corp. 11-2006 С учетом изменений
Версии конструкции HGx-7, HGx-20, HGx-23, HGx-29
Приложения : Торцы, поверхности произвольной формы и наружные диаметры
HGx-7 HG4-7
• Для полирования роликов и глубокой обработки поверхностей произвольной формы
поверхностей качения и поверхностей произвольной формы HG6-20
на обрабатывающих центрах и фрезерных станках
• Для материалов с твердостью до 65 HRC
• Сложные формы, которые невозможно обработать обычными роликами
Инструменты для полировки
можно обрабатывать гидростатическими инструментами
• Встроенный насос высокого давления устраняет необходимость во внешнем источнике давления
Гидростатические инструменты HGx-20
• Для роликовой шлифовки и глубокой прокатки наружных поверхностей тонких цилиндров
(с диаметром ≥ 0.5 мм)
• Встроенные опоры и два фиксированных полировальных элемента предотвращают изгиб заготовки
, в то время как третий полировальный элемент глубоко прокатывает
поверхность
• Обеспечивается стабильное качество продукта: сила полирования
зависит от внешнего источника давления, который
можно точно измерить и контролировать
• Оснащен тремя роликовыми полировальными шариками с гидростатической нагрузкой
• Инструмент поставляется с квадратным хвостовиком, но доступны другие хвостовики инструмента
HGx-23 (без изображения)
• Специально разработан для обработки внешние контуры осей
• Заготовка остается статичной во время вращения полировочного элемента
• Для материалов с твердостью до 65 HRC
• Обеспечивается стабильное качество продукта: сила полировки
зависит от внешнего источника давления, которое можно
точно измерить и контролируется
HGx-29 HG6-29
• Предназначен для обработки с обеих сторон Festwalzen mit HG6-20
дисковых и тонкостенных компонентов, таких как лопатки турбины
за один проход
• Может использоваться как с обычными станками
, так и со станками с ЧПУ-
.
• Обрабатывает закаленные материалы до
до твердости 65 HRC
• Постоянство качество продукции
: сила полировки
зависит от внешнего давления
источника, который можно точно измерить и контролировать
• Оснащен цилиндрическим хвостовиком
, но доступны другие стандартные хвостовики
34 ++ 49 (0 ) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700
© ECOROLL AG / ECOROLL Corp. 11-2006 Возможны изменения Раздел 4 — Гидростатические инструменты
Конструктивная версия HG с роликом HFR Применение:
Заливки для глубокой прокатки
Характеристики
• Глубокие валки маленькие, труднодоступные галтели (R <2,5 мм)
• Глубокие валки закаленные заготовки до 65 HRC
• Глубокие валки врезным способом с усилием прокатки до 15 кН
• Рабочее давление: 200 — 1500 бар
Преимущества
• Заметное увеличение усталостной прочности
• Улучшенное качество поверхности
• Обработка может быть завершена
за одну настройку
• Дополнительный процесс закалки
не требуется
Как заказать инструменты HG
Инструменты перечислены ниже: HGx-y, где x указывает размер шара, а y — версию конструкции.См. Также условные обозначения
на страницах 30 и 31. Размеры, обозначенные буквами, относятся к схемам, изображенным с соответствующими инструментами.
Диаметр инструмента Длина прокатки T ab Øe fl
диапазон D
401) 136 60/90/135
HG6-1 ≥ 19 50/80/125 106 131/161/206 50 145 T + 40
40 120 200/350
HG6-2 ≥ 70 200/400/600/800 53 63 90 1000
HG6-2P ≥ 40 200/300 38 260
HG13-2 ≥ 125 800 60
HG13-4 ≥ 50 неограниченно 49 Резьба расточной оправки BTA шаг под заказ
ПРИМЕЧАНИЯ: 1) Для исполнения DD (ротационное соединение) максимальный диаметр хвостовика = 32 мм
Шарик инструмента D Угол R a b2) b12) cdh Угол контакта α
HG2-9E45 ° -SL 8-70 > 2.5 57 61205 45 °
HG2-9V70 ° -SL 50-250
HG3-9E45 ° -SL> 4 68 72 216 10 ° или 80 °
HG3-9V70 ° -SL
HG6-9 ._- SL (K )> 5 69 73217 20 45 °
HG13-9 ._- SL (K)> 10 25
HG6-9E270-SL (K)> 5 80 32 84 228 10 ° или 80 °
HG13-9E270-SL ( K)> 10 66 33 216 (148)
HG6-5_ ° -VDI> 5 32 30 ° 3)
HG6-5_ ° -VDI> 5 80 96 228 (160)
HG13-5_ ° -VDI> 10
HG6 -6_-VDI 90 276 (208) регулируется с шагом 15 °
HG6-6_-VDI40 8-25 111298 (230)
HG13-6_-VDI
20-80 100 8
30 20 или 30 50
109 91 109 164 40 или 50 85 или 100 30 ° 3)
128 162 178 60 или 80 125 или 160
20 или 30 50
по запросу 40 85 бесступенчатая
40/50/60 по запросу
ПРИМЕЧАНИЯ: 2 ) Для работы без хвостовика VDI действуют другие значения.Обращайтесь к ECOROLL.
3) Адаптеры можно переоборудовать для настройки углов 0 °, 60 ° и 90 °. Запросите измененные размеры.
++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700 35
© ECOROLL AG / ECOROLL Corp. 11-2006 Подлежит пересмотру
Принадлежности для типа HG Инструменты:
Насосы высокого давления типа HGP
Гидравлические насосные агрегаты HGP обеспечивают давление на гидростатические инструменты
с шариковой ручкой типа HG или другие инструменты без встроенных насосов.
Использование насосного агрегата может предотвратить скругление кромок заготовки
в областях, где начинается или заканчивается полировка
. Агрегат постепенно увеличивает
и снижает давление прокатки. При глубокой прокатке
с помощью агрегата можно создать
плавных переходов к неотделанным участкам.
• Может использоваться с обычными токарными станками, обрабатывающими центрами HGP 3.0
и токарными станками
Hydrostatic Tools с ЧПУ без приводов инструментов
• Доступны переносные или стационарные версии
• Насос работает со стандартным трехфазным двигателем
; однофазные двигатели доступны по запросу
• На токарных станках с ЧПУ M-функция
может активировать насос и управлять давлением
, подаваемым на инструмент
Как заказать:
Тип насоса: см. ниже
HGP3.0 Конструкция насоса: см. Ниже
Насос Макс. Давление Макс. количество полировальных элементов (инструмент HG) Тип HGP 3.7
(бар)
HG2 HG3 HG6 HG13 HG25
HGP3 200
HGP4 400 12 10 8 6 6
54 3 2 2
Описание насоса
Конструкция
Портативный (вручную) , прямое управление пуском / остановом, повышение давления без задержки, без распределительной коробки
.0
.2 Переносной (на тележке), роликовая полировка и глубокая прокатка с аккумулятором (-ами) давления и соленоидным клапаном,
ЧПУ-управление с M -функция или с кабелем ручного управления, включает распределительную коробку
.3 Встроен в резервуар охлаждающей жидкости станка, роликовое полирование и глубокая прокатка без аккумулятора давления,
ЧПУ с M-функцией, без коробки переключателей
. 4 Встроен в резервуар охлаждающей жидкости станка, роликовое полирование и глубокая прокатка с аккумулятором (-ами) давления
и соленоидный клапан, ЧПУ с M-функцией, без распределительной коробки
.5 Переносной (на тележке), роликовая полировка и глубокая прокатка с аккумуляторами давления и соленоидным клапаном, ЧПУ
с M-функцией или с кабелем ручного управления, включает распределительная коробка
.7 Переносной (на тележке), роликовое полирование и глубокая прокатка без аккумулятора давления, ЧПУ с
M-функцией или с кабелем ручного управления, без распределительной коробки
36 ++ 49 (0) 5141-9865-0 www.ecoroll .com (00) 1-513-248-4700
© ECOROLL AG / ECOROLL Corp. 11-2006 Возможны изменения
Принадлежности для инструментов типа HG: Раздел 4 — Гидростатические инструменты
Встроенный насос высокого давления
• Стандарт для HGx-5, HGx-6, HGx-7 • Максимальная скорость 3000 об / мин
• Для использования с токарными станками с ЧПУ • Встроенный предохранительный клапан ограничивает
, оборудованный системами привода инструмента и максимальным давлением, до 400 бар Стандарт
Крепления инструмента DIN 69880 (хвостовик VDI
) диаметром 20 — 80 мм • Доступный манометр для регулировки силы полировки
• Охлаждающая жидкость (под низким давлением) подается
через револьверную головку • Станок должен быть оснащен фильтром
для смазочно-охлаждающей жидкости (номинал
• Система привода инструмента ac предполагает размер ячейки насоса ≤ 40 мкм).
• Вращение по часовой или против часовой стрелки
Принадлежности для инструментов типа HG:
Ротационные соединения DD
Ротационное соединение DD / DS
На токарном станке с ЧПУ без приводной системы
ротационное соединение DS может обеспечивать питание
до четырех инструментов с эмульсией высокого давления
.
Это ротационное соединение установлено по центру на
лицевой стороне револьверной головки. Линии постоянного давления
проходят от ротора муфты к инструменту (инструментам)
. Подача охлаждающей жидкости подключена
к статору ротационного соединения и к внешнему гидравлическому насосу
(через шланг высокого давления
).
Ротационное соединение DD / DE
Ротационное соединение DE подает эмульсию под высоким давлением
всего на один инструмент.
++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700 37
Инструменты для глубокой прокатки © ECOROLL AG / ECOROLL Corp. 11-2006 При условии внесения изменений
Deep Технология прокатки
Преимущества глубокой прокатки
Глубокая прокатка значительно улучшает характеристики поверхностного слоя металлических деталей, подверженных динамической нагрузке
.Этот проверенный механический процесс успешно применяется на протяжении десятилетий в
различных отраслях промышленности для повышения усталостной прочности и срока службы. Процесс особенно хорошо подходит для
обработки осесимметричных деталей; тем не менее, с помощью современной технологической оснастки процесс
можно использовать для обработки поверхностей произвольной формы и тонкостенных компонентов.
Глубокая прокатка может использоваться для обработки:
• усталости материала из-за динамической нагрузки (например, вращающегося изгиба или кручения)
• концентрации напряжений или эффекта надреза из-за нерегулярных переходных зон, задиров или канавок от предшествующей обработки
, точечной коррозии или фреттинг-коррозия
• низкая усталостная прочность из-за остаточного растягивающего напряжения, оставшегося после предварительной обработки (напр.г. сварка или механическая обработка)
• коррозионное растрескивание под напряжением
• усталость из-за контакта качения
Глубокая прокатка — единственный процесс улучшения металла, который вызывает остаточные сжимающие напряжения и
холодную обработку при полировке поверхности заготовки до высококачественной отделки. Процесс глубокой прокатки
сочетает эти три эффекта для значительного увеличения усталостной прочности.
При глубокой прокатке один или несколько роликов или шариков прижимаются к поверхности заготовки.Когда давление
в зоне контакта превышает предел текучести материала, материал в поверхностном слое пластифицируется и образуется
. Результирующий сравнительный профиль глубины напряжения по Герцу демонстрирует максимальное значение
непосредственно под поверхностным слоем и достигает почти нулевой глубины в заготовке. В то время как поверхностный слой
формируется пластически, на более глубоких уровнях происходит только эластичное образование. Профиль результирующих сжимающих напряжений
всегда циклически приближается к минимальному значению непосредственно на поверхности
заготовки или ниже, где возникают наибольшие сжимающие напряжения.
Во время процесса ролики подвергают пики шероховатости поверхности наибольшей нагрузке. Когда эти пики
прижимаются, материал течет в стороны, заполняя впадины и поднимая уровень впадин. Предположение
о том, что этот процесс приводит к сжатию поверхности, верно только для пористых материалов. В зависимости от области применения
при глубокой прокатке диаметр или размеры заготовки изменяются только в пределах µ-диапазона.
На этапе предварительной обработки можно сделать припуски, чтобы учесть эти незначительные отклонения.
Поскольку пластическая деформация происходит ниже температуры рекристаллизации материала, индуцируется холодная обработка
. Процесс пластической формовки вносит нарушения в решетчатую структуру материала
. Повышенная плотность, вызванная этим структурным изменением, увеличивает прочность поверхностного слоя
, а также может предотвратить появление трещин или замедлить рост трещин.
Процесс глубокой прокатки
По кинематике процесс глубокой прокатки похож на токарную или фрезерную.Как показано на рисунках
на следующей странице, глубокая прокатка может выполняться как процесс врезания с подачей (для малых радиусов), с линейной подачей
или со специальным движением подачи для обработки поверхностей произвольной формы. Чтобы избежать образования
крутых уклонов на поверхности заготовки, усилие и давление при глубокой прокатке увеличиваются медленно. Это постепенное увеличение
предотвращает концентрацию стресса.
Поскольку кинематика относительно проста, процесс может применяться на обычных инструментах станка
.Инструменты для глубокой прокатки, в том числе гидростатическая линия HG с шариковыми наконечниками, также могут использоваться на токарных и фрезерных станках с ЧПУ-
. На стандартных станках и станках компоненты
могут подвергаться глубокой прокатке сразу после резки с той же настройкой. Специализированные машины могут использоваться для глубокой прокатки
компонентов, таких как коленчатые валы и поршневые штоки, при крупносерийном производстве.
38 ++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700
© ECOROLL AG / ECOROLL Corp.11-2006 Подлежит пересмотру
Глубокая прокатка: процесс врезания Раздел 5 — Инструменты для глубокой прокатки
Профильные ролики, используемые в этом процессе, — это ролики глубокой прокатки с
, специально разработанные для радиуса врезания фаски
, подлежащего обработке . Ролик (ролики) расположены
таким образом, что усилие глубокой прокатки
сосредоточено в области, которая испытывает
наибольшее напряжение или усталость материала
при рабочей нагрузке.
Регулируемые ролики автоматически наклоняются на
, чтобы соответствовать форме заготовки (радиус кромки
в этом примере).В результате процесс
распределяет остаточные сжимающие напряжения
точно так, как требуется.
Процесс врезания требует двух глубинной прокатки с
движениями: подача
• вращение (вращается инструмент или заготовка
, в зависимости от станка и типа заготовки
)
• подача (в осевом направлении для нескольких —
роликовых инструментов; в направлении большого усилия прокатки
для одинарных роликов)
Этот процесс хорошо работает для узких, труднодоступных
участков, таких как винтовая резьба или фаски
с радиусом R <4 мм.
Глубокая прокатка: процесс подачи
Этот процесс хорошо подходит для обработки
больших поверхностей. Вращение и подача
движений, необходимых для врезания
в процессе, здесь дополняются одновременной линейной подачей
.
Для этого процесса можно использовать как механический, так и гидростатический инструмент. Глубокая прокатка поверхности произвольной формы.
.
Глубокая прокатка с помощью гидростатических инструментов
Гидростатические «шариковые» инструменты могут выполнять глубокую прокатку не только осесимметричных поверхностей, но также плоских и искривленных поверхностей
или поверхностей произвольной формы.Инструмент перемещается по поверхности таким образом, что образует параллельные следы формы
, наиболее выгодной для конкретного компонента — например, в виде спирали или вложенных квадратов. Гидростатический подшипник
допускает движение во всех направлениях, поэтому направление подачи можно изменять, даже когда инструмент
полностью задействован.
Контроль и управление усилием глубокой прокатки
Самым важным параметром в процессе является усилие глубокой прокатки. Для механических инструментов эта сила составляет
, что определяется путем измерения и контроля деформации пружины.Каждый инструмент имеет индивидуальную пружинную характеристику.
Измерительный прибор или датчик регистрирует и измеряет соответствующее отклонение пружины и, следовательно, силу. Для инструментов, которые
работают с гидравлической системой, усилие глубокой прокатки можно контролировать путем измерения давления.
++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700 39
© ECOROLL AG / ECOROLL Corp. 11-2006 Подлежит пересмотру
Тип правого инструмента Применения :
Внутренние поверхности (фаски)
Инструмент типа RHA Применение:
Внешние поверхности (фаски)
Инструменты для глубокой прокатки Характеристики Базовая конструкция инструмента
• Глубокая прокатка с врезанием Инструменты для глубокой прокатки типов RH и RHA состоят из
• Для использования с корпусом инструмента и роликовой головкой токарных станков с ЧПУ или обычных токарных станков.
• Полная обработка за одну настройку Корпус инструмента
• Правостороннее или левостороннее управление • Доступны четыре различных размера (от S1 до S4)
• Стандартный хвостовик: конус Морзе или цилиндрический
• Вращается в любом направлении Хвостовик
, другой системы крепления по запросу
• Подвесные ролики для равномерного распределения усилия • Оснащены узлом дисковой пружины
независимо от производственных допусков • Пружинные слои специально разработаны и
Преимущества для каждой задачи обработки
Глубокая прокатка сочетает в себе следующие три физических эффекта: Ролик головка
• Создает глубокие остаточные сжимающие напряжения, которые • Специально разработанные для каждой детали
увеличивают усталостную прочность компонента (особенно размеры
важны при циклической нагрузке) • Устанавливается на корпус инструмента
• Увеличивает прочность материала поверхностного слоя с помощью параметров
контролируемая холодная обработка
• Максимальная прокатка fo rce: 40 кН
• Улучшает чистоту поверхности, тем самым значительно уменьшая поверхность • Максимальный радиус обработки: 4.0 мм
fl aws, где могут возникать трещины • Максимальный предел текучести: 1400 Н / мм2
Дополнительные преимущества: • Диаметр обработки (RH):> 17 мм
• Рентабельность: глубокая прокатка может выполняться за одну станцию • Диаметр обработки (RHA ):> 4 мм
Установка
на стандартный обрабатывающий инструмент сразу после процесса резания
.
• Нет времени на переналадку, просто смена инструмента Основные размеры (мм) Диаметр хвостовика d
• Отсутствие транспортных расходов abc b1 x (мм)
• Низкое энергопотребление 26-65 ≥ 25
зависит от детали
40 ++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700
© ECOROLL AG / ECOROLL Corp. 11-2006 Возможны изменения Раздел 5 — Инструменты для глубокой прокатки
Станок для глубокой прокатки типа RHA
Станок для глубокой прокатки ECOROLL, тип
RHA предназначен для глубокой прокатки
переходных радиусов на головках болтов и
винтов. Готовые компоненты
используются в аэрокосмической отрасли, в энергетике поколения
и в высокопроизводительных автомобильных приложениях
. Глубокая прокатка
увеличивает количество циклов до отказа
, так что обработанные компоненты
могут работать в условиях высоких нагрузок.
Глубокая прокатка увеличивает предел прочности материала
на разрыв до 1400 Н / мм2 или предел текучести
до 1200 Н / мм2.
Отношение диаметра к длине на стандартных станках
делает глубокую прокатку этих деталей
затруднительной, а то и невозможной для
. Но благодаря своей конструкции и размеру
станок для глубокой прокатки
компании RHA может быть легко интегрирован в производственную линию
. Стандартный станок RHA
разработан для ручного управления
, но приложения для
автоматизированного производства доступны по запросу.
RHA обрабатывает болты
и винты с различными типами головок
в диапазоне диаметров
от 5 до 20 мм. Головка
для глубокой прокатки может быть легко заменена на
для различных диаметров
. Максимально возможная длина
компонента
составляет 100 мм.
++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700 41
© ECOROLL AG / ECOROLL Corp. 11-2006 При условии внесения изменений
Типы инструментов EF :
Внутренняя и внешняя кромка
Инструменты для глубокой прокатки Характеристики EF45
EF90
• Для использования на токарных станках с ЧПУ или обычных токарных станках
• Полная обработка за один установ
• Симметричная конструкция позволяет работать как правой, так и левой рукой
• Поворачивается в в любом направлении
EF45
• Глубокая прокатка с врезанием
• Один подвешенный ролик
• Сила прокатки контролируется стрелочным индикатором или датчиком
EF90
• Глубокие валки с наружным радиусом основания резьбы
• Глубокие валки внутри цикл резьбы машины
• Ролик с осевым перемещением компенсирует предельные ошибки позиционирования
• Автоматическое выравнивание угла ролика
• Нет необходимости в переделке для обработки правой или левой резьбы
• Ролик изготовлен для подгонки компонента радиус впадины резьбы
• Встроенный механизм предварительной нагрузки, дополнительная ось X не требуется
Регулировка не требуется
Базовая конструкция инструмента
Инструменты для глубокой прокатки типа EF состоят из корпуса инструмента с хвостовиком
, пружинного узла, который позволяет роликовая головка
для перемещения без люфта и очень низкого трения, а также индикатор с круговой шкалой, показывающий усилие полирования
, измеренное по отклонению пружины.Дополнительное устройство
передает значения по кабелю или беспроводному сигналу на внешний индикатор
.
Роликовая головка прикреплена к гибкой подпружиненной части корпуса инструмента
. Гибкий роликовый фиксатор перемещается в ответ на радиальные или осевые силы качения
с обеих сторон инструмента.
EF45
Ролик направляется сепаратором и поддерживается опорным корпусом
с крупногабаритными игольчатыми подшипниками.
EF90
Ролик подвешен в держателе ролика с помощью болта подшипника скольжения
.Кроме того, опора ролика поворачивается таким образом, что ролик
автоматически настраивается на шаг резьбы. Установочный винт ограничивает угол поворота ролика
.
Тип инструмента Макс. прокатка Макс. Максимум. текучесть Обработка Основные размеры (мм) Диаметр хвостовика d
Усилие обработки, диаметр (мм)
(кН) Радиус (Н / мм2) (мм) abc b1 x
10 1400 10-250
EF45-17 (мм) 71 133 152130 38 ≥ VDI 40
EF45-21 20 ≥ 40100120228103 45
EF90 1,2
4,0
1.6
42 ++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700
FAK025 © ECOROLL AG / ECOROLL Corp. 11-2006 Возможны изменения Раздел 5 — Глубокая прокатка Инструменты
FAK120
Тип FAK Применение инструментов:
Внутренние и внешние фланцы
Характеристики
• Для использования на токарных станках с ЧПУ или обычных токарных станках
• Полная обработка за один установ
• Симметричная конструкция позволяет работать как с правой, так и с левой стороны
• Вращается в любом направлении
FAK025
• Глубокие валки с внутренним радиусом впадины резьбы
• Глубокие валки в пределах цикла резьбы станка
• Осевой плавающий валок компенсирует ошибки краевого позиционирования
• Автоматическое выравнивание угла вала
• Для обработки не требуется никакого преобразования правая или левая резьба
• Ролик, соответствующий радиусу впадины резьбы компонента
• Встроенный механизм предварительной нагрузки, дополнительная ось X не требуется
Регулировка не требуется
FAK120 9000 3
• Глубокие валки с процессом врезания
• Глубокие валки с контурами или большие завязки с подачей
• Роликовый узел включает в себя осевые / радиальные подшипники для процесса подачи
• Сила прокатки контролируется индикатором часового типа или датчик
Базовая конструкция инструмента
Инструменты для глубокой прокатки типа FAK состоят из корпуса инструмента с хвостовиком
, пружинного узла, который позволяет роликовой головке
двигаться без люфта и очень низкого трения, и индикатора часового типа, показывающего усилие полирования
, измеренное по деформации пружины.Дополнительное устройство
передает значения по кабелю или беспроводному сигналу на внешний индикатор
.
Роликовая головка прикреплена к гибкой подпружиненной части
корпуса инструмента. Гибкий роликодержатель перемещается в ответ на радиальные или осевые силы качения
с обеих сторон инструмента.
FAK025
Ролик подвешен в держателе ролика с помощью болта
подшипника скольжения. Кроме того, опора ролика поворачивается таким образом, что ролик
автоматически настраивается на шаг резьбы.Установочный винт ограничивает угол поворота ролика
.
FAK120
Роликодержатель содержит тщательно обработанный закаленный ролик с двумя коническими роликоподшипниками
.
Тип инструмента Макс. Максимум. Максимум. текучесть Обработка Основные размеры (мм) Диаметр хвостовика d (мм)
прокатка, прочность на обработку, диаметр
FAK025 усилие ≥ VDI 40
FAK120 радиус (Н / мм2) (мм) abc b1 x зависит от станка
(кН) (мм) 1400 ≥ 80 142 324 229 307 42
20
1,6 256 179 126
35
4.0
++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700 43
© ECOROLL AG / ECOROLL Corp. 11-2006 Подлежит пересмотру
Инструменты для обработки Цилиндры
Обработка Цилиндры Зубчатые головки типа SK работают вместе Базовая конструкция Зубчатая головка SK
с роликовыми полировальными инструментами типа GZ Зубчатая головка типа SK3
для обработки как бесшовных, так и сварных зуботехнических головок типа SK3
, прецизионных стальных цилиндров. При первом проходе,
, затачивающая головка SK зачищает цилиндр;
на втором проходе инструментальный валик GZ
полирует поверхность.
В зависимости от цилиндра процесс
может обеспечить допуск диаметра IT8 или
IT9 и чистоту поверхности RZ = 15–30 мкм.
Чаще всего инструменты используются с цилиндрическими обрабатывающими центрами
или трепанированными станками
с системами BTA.
Быстрый и экономичный процесс
экологически безопасен:
без пыли и остатков.
Зачистка типа SK
Головки
• Все затачивающие головки типа SK производят
поверхностей, идеально подходящих для роликовой шлифовки
• Регулируемое радиальное смещение ножей
• Режущие пластины легко заменяются
• Зачистные головки типа SK-R поставляются с
ножами. Система RETRAC®, предотвращающая втягивание инструмента
• Зубчатая головка типа SK1R для глухих отверстий
доступна по запросу
Зубчатая головка типа SK1R
44 ++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700
© ECOROLL AG / ECOROLL Corp. 11-2006 Возможны изменения Раздел 6 — Инструменты для обработки цилиндров
Тип GZ Роликовые полировальные инструменты
Базовая конструкция Роликовый полировальный инструмент GZ Тип Роликовые полировальные инструменты GZ
работают вместе с роликовыми полировальными головками типа SK
Тип GZ для обработки как бесшовных цилиндров
для цилиндров с глухими отверстиями, так и сварных прецизионных стальных цилиндров
.
Базовый роликовый полировальный инструмент GZ
• Применяется с цилиндрами
, обрабатывающими станками, центрами
или трепанировочными станками с системами
BTA
• Достигает допуска диаметра
IT8 или IT9 и чистоты поверхности
RZ <1 мкм
• Инструмент подача в любом направлении
• Быстрая и экономичная работа
цикл
• Простая регулировка диаметра
• Надежная и высокоточная работа
• Изнашиваемые детали легко заменяются
• Роликовая головка
автоматически разрушается при конец процесса
, предотвращающий отвод инструмента
++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700 45
© ECOROLL AG / ECOROLL Corp. 11-2006 При условии внесения изменений
Комбинированные инструменты для зачистки и зачистки
Комбинированные инструменты ECOROLL для полировки с зигзагом обеспечивают экономичность и экономичность.
экологически безопасный метод обработки внутренних поверхностей цилиндров
всего за одну операцию. В эту линейку инструментов входят инструменты типов RDS и RDO, а также инновационная система головок для зуботочения OMEGA
.
Обрабатывающие цилиндры Комбинированный инструмент RDS типа
с полировальными инструментами
предназначен для обработки
бесшовных или сварных
прецизионных холоднотянутых труб
после расточки
(включая
сварных и вытянутых труб
DOM, бесшовные
холоднотянутых DIN EN
10305-1, или горячекатаные стальные трубы
).
Зачистная головка режет инструментом типа RDSE
внутреннюю поверхность
трубы до необходимого точного размера и формы
, а роликовая головка
полирует
ее. Это одновременное зуботочение
и полирование
приводит к сокращению общего времени обработки
.
Благодаря холодной обработке этот процесс формовки обеспечивает большую площадь контакта поверхности,
низкую шероховатость поверхности и повышенную твердость. Таким образом, в отличие от хонингованных труб
полированная поверхность цилиндра имеет лучшие характеристики скольжения и износа.
Заточно-полировальные инструменты ECOROLL могут использоваться со специально разработанными станками для обработки цилиндров
или трепанированными станками с расточными системами BTA.
Кроме того, доступны специальные версии для использования с альтернативными резьбовыми соединениями
, включая Sandvik или Sierra.
ПРИМЕЧАНИЕ: Станок подает рабочее давление на инструмент через шланг высокого давления
с быстроразъемным соединением. Когда процесс завершен,
давление сбрасывается, и ножи для зуботочения и роликовая головка разрушаются.Инструмент
можно быстро убрать, не повреждая обработанную поверхность.
46 ++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700
© ECOROLL AG / ECOROLL Corp. 11-2006 Подлежит пересмотру Раздел 6 — Инструменты для обработки цилиндров
Инструмент типа RDS Применение:
Цилиндры, внутренние поверхности
Диаметр 38 — 60 мм
Инструмент RDS, оснащенный системой RETRAC®, предназначен для обработки
коротких цилиндров длиной до 6 м (в зависимости от диаметра цилиндра и длины
жесткости расточной оправки).Рабочий цикл чрезвычайно короткий, поскольку затачивание и полирование
выполняются за один проход.
Инструменты RDS обладают следующими преимуществами:
• Плавающий зуботехнический нож с двумя реверсивными высокопроизводительными режущими пластинами
• Нож легко регулируется путем замены клиньев
• Автоматическое соединение и разъединение с помощью гидравлического цилиндра RETRAC®
, встроенного в расточку стержень
• Ручная регулировка диаметра роликовой головки
• Запатентованный дроссельный диск концентрирует охлаждающую жидкость в камерах для стружки
• Гидравлическое устройство RETRAC® убирает нож и роликовую головку, когда процесс
завершен, предотвращая повреждение готовой заготовки
Конструктивные исполнения ПРИМЕЧАНИЕ. Для заказа комбинированных инструментов
для полировки с зачисткой обращайтесь к таблице на стр. 51.
1. RDS: стандартный скребковый полировальный инструмент для диаметров 38 — 60 мм
2. RDSS: предлагает повышенную производительность резки с двумя затачивающими ножами, расположенными
под углом 90 °
3. RDSQ: с удлиненными ножами и опорой колодки для затачивания цилиндров
с поперечными отверстиями
4. RDSE: высокопроизводительный инструмент с подвижной роликовой головкой
• Диаметр роликовой головки саморегулируется для компенсации переменной эластичности цилиндра
и допусков по диаметру
• Поддерживает постоянное усилие полирования для ровной поверхности качество
• Усилие полировки регулируется гидравлически с помощью системы RETRAC®
• Легко и с воспроизводимыми результатами адаптируется к различным материалам
Требования к прочности и состоянию поверхности
• Уникальный экс-шарнир компенсирует возможное смещение расточной оправки
++ 49 (0 ) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700 47
© ECOROLL AG / ECOROLL Corp. 11-2006 Возможны изменения
Инструмент типа RDO «Омега» Применение:
Цилиндры, внутренние поверхности
Диаметр 60 — 455 мм
Обработка цилиндров Давняя проблема этого цилиндра с проблемой волнистости
диапазон диаметров увеличивается с диаметром
размер: трубы большого диаметра с относительно малой толщиной стенки
демонстрируют более
неровностей в их круглой форме из-за
из-за холодного волочения или правки
процесс.Обычные затачивающие головки
могут исправить эти неровности только при определенных обстоятельствах. После такого традиционного процесса обработки
спиральные волны
могут появиться по всей длине
внутренней поверхности цилиндра
, создавая так называемый эффект волнистости
.
Инструмент RDO
, оснащенный затачивающей головкой OMEGA
, предлагает инновационное решение
этой проблемы. Следующее испытание
демонстрирует эффективность инструментов
.
Трубки цилиндра с размерами
156 мм x 8,5 мм были согнуты на
входном конце в многоугольную форму
примерно с тремя сторонами,
в которой диаметр варьировался в диапазоне
от 1 до 1,7 мм.
Сводка результатов испытаний:
После гибки трубы проявились Улучшение круглой формы цилиндра
неровностей круглой формы до
до 1,7 мм. После зуботочения с помощью инструмента
RDO входной конец труб показал максимальную неровность
всего 0.07 мм. На расстоянии 150 мм от входного конца (6 мм от противоположного конца трубы)
максимальная неровность круглой формы составляла всего 0,02 мм. Положительные результаты
в производстве продолжают подтверждать эти результаты испытаний.
48 ++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700
© ECOROLL AG / ECOROLL Corp. 11-2006 Подлежит пересмотру Раздел 6 — Инструменты для обработки цилиндров
Зачистная головка «Omega»
Зачистная головка OMEGA обрезает внутреннюю поверхность цилиндра до точного размера и требуемой формы
, а роликовая головка полирует ее.Одновременное зуботочение и полирование
вместе с повышенной производительностью резания (скорость резания до
до 300 м в минуту и подача 3–6 мм за оборот) приводят к значительной экономии затрат.
Головка для зуботочения OMEGA оснащена двумя, тремя или шестью плавающими ножами, расположенными
для совместной работы.
Для простых применений
без волнистости:
экономичная версия
с 2 ножами
Для применений с
умеренной волнистостью в
диапазоне диаметров
60-400 мм:
версия с
2-3 ножами
Для сложные приложения
, требующие существенной коррекции формы
в
в диапазоне диаметров
205 — 455 мм:
версия с 6 ножами
Ножи центрируются автоматически, так что каждый удаляет стружку почти одинаковой толщины
независимо от формы цилиндра отклонение.Таким образом, инструменты RDO с затачивающими головками OMEGA
очищают трубу без удаления большого количества материала. Эта инновационная конструкция ножа
заметно улучшает круглую форму трубы, предотвращая образование
ряби и многоугольных отверстий.
++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700 49
© ECOROLL AG / ECOROLL Corp. 11-2006 При условии внесения изменений
Зачистка «Омега» Версии конструкции ножа
Рабочие цилиндры Зубочистные ножи доступны в двух версиях.В стандартной версии M,
имеются две режущие пластины, расположенные одна за другой. С режущей пластиной
спереди и опорной пластиной сзади версия Q особенно хорошо работает с поперечными отверстиями.
Преобразование из версии M в Q очень просто: просто замените режущую пластину на опорную пластину
.
Опорные вставки улучшают форму цилиндра:
• Направляют ножи в начале процесса зуботочения
• Ограничивают колебания ножей, тем самым уменьшая волнистость по длине цилиндра
• Поддерживая ножи над поперечными отверстиями
Центральный регулировочный винт с точной шкалой позволяет регулировать ножи даже
, когда они уже установлены в инструменте.Ножи
больше не нужно предварительно регулировать. (ПРИМЕЧАНИЕ: для зуботехнической головки OMEGA с 6 ножами иногда требуется предварительная регулировка
.) Единственная причина для разборки ножей — это повернуть их (чтобы
обнажила другую режущую кромку) или поменять их.
Преимущества:
• Меньшее время простоя станка благодаря центральному регулировочному винту
• Более быстрый монтаж и разборка зуботехнических ножей
Зубчатая головка и роликовая головка соединены через новый интерфейс.Головку для зуботочения
в сборе можно снять, отвинтив два установочных винта, даже если инструмент RDO
все еще установлен в станке.
Преимущества:
• Меньше времени, необходимого для замены роликов и сепаратора
• Сокращение времени простоя станка
Рекомендуемые рабочие параметры
Припуск на обработку диаметра (мм) Высота смещения, режущие пластины (мм)
0,6 — 2,0 0,2
1,2 — 2,4 0,4
1,6 — 3,0 0,6
50 ++ 49 (0) 5141-9865-0 www.ecoroll.com (00) 1-513-248-4700
Ecoroll — Onrion LLC
Покупайте оригинальные запчасти и продукцию знаменитой компании Ecoroll.
Вся продукция Ecoroll отличается высочайшим качеством, что делает ее пригодной для любого промышленного применения.
Onrion LLC предоставит вам лучшие цены, сроки и сроки поставки на рынке США.
Если вы не можете найти продукт, который ищете, отправьте нам запрос по электронной почте, и мы предложим вам лучшую цену и время выполнения заказа.
Обратите внимание, что ООО «Онрион» не является официальным дистрибьютором брендов, представленных на этом сайте. Изображенные бренды и товарные знаки являются собственностью их владельцев.
ECOROLL TOOL TECHNOLOGY ПРОДУКТЫ
ОДНОКАЛЬНЫЕ МЕХАНИЧЕСКИЕ ИНСТРУМЕНТЫ
внешний роликовый полировальный инструмент
НАРУЖНЫЙ РОЛИКОВЫЙ ИНСТРУМЕНТ ДЛЯ ПОЛИРОВКИ
Ø 55 ММ, 0,2 ΜМ, МАКС. 1400 Н / ММ2 | EG5
вращающаяся голова
РОЛИКОВАЯ ГОЛОВКА
Ø 55 мм, 0.2 ΜM, МАКС. 105 ММ | СЕРИЯ EG5-XXX
роликовый полировальный инструмент
РОЛИКОВЫЙ ИНСТРУМЕНТ
2 ΜM, МАКС. 1400 Н / ММ2, HRC МАКС. 45 | EG5T
внешний роликовый полировальный инструмент
НАРУЖНЫЙ РОЛИКОВЫЙ ИНСТРУМЕНТ ДЛЯ ПОЛИРОВКИ
Ø 120 — 180 ММ, 0,2 ΜМ, МАКС. 200 М / МИН | EG14
вращающаяся голова
РОЛИКОВАЯ ГОЛОВКА
Ø 25 — 250 ММ, 0,2 ΜМ, МАКС. 300 М / МИН | СЕРИЯ EG45-XXX
полировальный инструмент для внутренних роликов / внешний
ВНУТРЕННИЙ РОЛИКОВЫЙ ИНСТРУМЕНТ / НАРУЖНЫЙ
1ΜM, HRC МАКС. 45 | EG90
полировальный инструмент для внутренних роликов / внешний
ВНУТРЕННИЙ РОЛИКОВЫЙ ИНСТРУМЕНТ / НАРУЖНЫЙ
10-20 кН, МАКС.1400 Н / ММ2, Ø 10 — 250 ММ | СЕРИЯ EFXX
роликовый полировальный инструмент
РОЛИКОВЫЙ ИНСТРУМЕНТ
20-35 кН, 1400 Н / мм2, МИН. Ø80 ММ | СЕРИЯ FAKXXX
полировальный инструмент для наружных роликов / внутренний
НАРУЖНЫЙ РОЛИКОВЫЙ ИНСТРУМЕНТ / ВНУТРЕННИЙ
МИН. Ø 32 ММ, МАКС. 3000 Н, МАКС. 0,2 ΜM | EGI5-32-AI
МУЛЬТИКАЛИКОВЫЕ МЕХАНИЧЕСКИЕ ИНСТРУМЕНТЫ
роликовый полировальный инструмент
РОЛИКОВЫЙ ИНСТРУМЕНТ
Ø 4 — 200 ММ, МАКС. 1400 Н / ММ2, IT8 | ТИП G
роликовый полировальный инструмент
РОЛИКОВЫЙ ИНСТРУМЕНТ
Ø 201 — 450 ММ, МАКС.1400 Н / ММ2, IT8 | ТИП R
внешний роликовый полировальный инструмент
НАРУЖНЫЙ РОЛИКОВЫЙ ИНСТРУМЕНТ ДЛЯ ПОЛИРОВКИ
Ø 3 — 160 ММ, МАКС. 1400 Н / ММ2, IT8 | ТИП РА
роликовый полировальный инструмент
РОЛИКОВЫЙ ИНСТРУМЕНТ
МАКСИМУМ. 1400 Н / ММ2, HRC МАКС. 45 | РП, РК, РККА
роликовый полировальный инструмент
РОЛИКОВЫЙ ИНСТРУМЕНТ
МАКСИМУМ. 100 М / МИН, 0,2 ΜМ, МАКС. 1400 Н / ММ2 | ТИП RKAK
роликовый полировальный инструмент
РОЛИКОВЫЙ ИНСТРУМЕНТ
1 ΜM | СЕРИЯ MZGXX
полировальный инструмент для наружных роликов / внутренний
НАРУЖНЫЙ РОЛИКОВЫЙ ИНСТРУМЕНТ / ВНУТРЕННИЙ
МАКСИМУМ.40 кН, Ø 4-17 ММ, МАКС. 1400 Н / ММ2 | RH, RHA
внешний роликовый полировальный инструмент
НАРУЖНЫЙ РОЛИКОВЫЙ ИНСТРУМЕНТ ДЛЯ ПОЛИРОВКИ
МАКСИМУМ. 60КН, МАКС. 1400 Н / ММ2 | ТИП FA
ГИДРОСТАТИЧЕСКИЕ ИНСТРУМЕНТЫ
прокатный инструмент
ПРОКАТНЫЙ ИНСТРУМЕНТ
Ø 19 — 150 ММ, МАКС. 800 ММ | HGX-1, HGX-2, HGX-4, HGX-11
внешний роликовый полировальный инструмент
НАРУЖНЫЙ РОЛИКОВЫЙ ИНСТРУМЕНТ ДЛЯ ПОЛИРОВКИ
Ø 20 — 80 ММ, МАКС. 3000 об / мин | HGX-5, HGX-6
внешний роликовый полировальный инструмент
НАРУЖНЫЙ РОЛИКОВЫЙ ИНСТРУМЕНТ ДЛЯ ПОЛИРОВКИ
МАКСИМУМ. 65, Ø 0.5 ММ | HGX-7, HGX-20, HGX-23, HGX-29
внешний роликовый полировальный инструмент
НАРУЖНЫЙ РОЛИКОВЫЙ ИНСТРУМЕНТ ДЛЯ ПОЛИРОВКИ
20 — 32 ММ, HRC МАКС. 65 | HGX-9, HGX-10, HGX-19
Гидравлический патрон для станков с ЧПУ
ГИДРАВЛИЧЕСКИЙ ПАТРОН ДЛЯ СТАНКА С ЧПУ
DD-DS, DD-DE
гидроагрегат с электродвигателем / высокого давления / для станка / переносной
ЭЛЕКТРОДВИГАТЕЛЬ ГИДРАВЛИЧЕСКИЙ БЛОК / ВЫСОКОЕ ДАВЛЕНИЕ / ДЛЯ СТАНКОВЫХ ИНСТРУМЕНТОВ / ПОРТАТИВНЫЙ
СЕРИЯ HGPX
роликовый полировальный инструмент
РОЛИКОВЫЙ ИНСТРУМЕНТ
МАКСИМУМ.200 БАР, 2 МЛ / Ч, HRC МАКС. 55
ИНСТРУМЕНТЫ
система мониторинга измерений / для безопасности / процесса / сбора данных
СИСТЕМА МОНИТОРИНГА ИЗМЕРЕНИЙ / ДЛЯ БЕЗОПАСНОСТИ / ПРОЦЕССА / СБОРА ДАННЫХ
ИНСТРУМЕНТЫ ДЛЯ ГЛУБОКОПАТКИ
внешняя роликовая головка / для сетки
НАРУЖНАЯ РОЛИКОВАЯ ГОЛОВКА / ДЛЯ СЕТЕЙ
10-20 кН, МАКС. 1400 Н / ММ2, Ø 10 — 250 ММ | СЕРИЯ EFXX
внешняя роликовая головка / внутренняя / для сетки
НАРУЖНАЯ РОЛИКОВАЯ ГОЛОВКА / ВНУТРЕННЯЯ / ДЛЯ СЕТЕЙ
20-35 кН, 1400 Н / мм2, МИН. Ø 80 ММ | СЕРИЯ FAKXXX
внутренняя роликовая головка / для сетки
ГОЛОВКА ВНУТРЕННЯЯ / ДЛЯ СЕТКИ
МАКСИМУМ.40КН, МАКС. 1400 Н / ММ2, МИН. Ø 17 мм | RH
внешняя роликовая головка / для сетки
НАРУЖНАЯ РОЛИКОВАЯ ГОЛОВКА / ДЛЯ СЕТЕЙ
МАКСИМУМ. 40 кН, МАКС. 1400 Н / ММ2М, МИН. Ø 4 мм | RHA
роликовая головка для сетки / внешний
ГОЛОВКА КАТАНИЯ СЕТКИ / ВНЕШНИЙ
МАКСИМУМ. 60КН, МАКС. 1200 Н / ММ2 | FA
внешняя роликовая головка
НАРУЖНАЯ РОЛИКОВАЯ ГОЛОВКА
HRC МАКС. 45, МАКС. 1200 Н / ММ2
полировальный инструмент для внутренних роликов / внешний
ВНУТРЕННИЙ РОЛИКОВЫЙ ИНСТРУМЕНТ / НАРУЖНЫЙ
МАКСИМУМ. 3100 Н, МАКС. 400 БАР, МАКС. 150 М / МИН
ОБРАБОТКА ЦИЛИНДРОВ
инструмент для полировки внутренних роликов / для нескольких человек
ВНУТРЕННИЙ РОЛИКОВЫЙ ИНСТРУМЕНТ ДЛЯ ПОЛИРОВКИ
Ø 38 — 455 MM, 180 — 300 M / MIN, 2 — 6 MM / REV | РДО, РИО
черновая расточная головка
ЧЕРНОВАЯ РАСТУЧНАЯ ГОЛОВКА
IT8 / IT9, 5 — 20 ΜM | СЕРИЯ SK
инструмент для полировки внутренних роликов
ВНУТРЕННИЙ РОЛИКОВЫЙ ИНСТРУМЕНТ ДЛЯ ПОЛИРОВКИ
IT8 / IT9, МАКС.1 ΜM | GZ
инструмент для полировки внутренних роликов
ВНУТРЕННИЙ РОЛИКОВЫЙ ИНСТРУМЕНТ ДЛЯ ПОЛИРОВКИ
IT8 / IT9, 1 — 30 мкм
многоцелевой роликовый полировальный инструмент
МНОГОПОЛЬЗОВАТЕЛЬСКИЙ РОЛИКОВЫЙ ИНСТРУМЕНТ
высокоточный держатель инструмента
ВЫСОКОТОЧНЫЙ ДЕРЖАТЕЛЬ ИНСТРУМЕНТА
Ø 205 — 805 мм
Чак
Гидравлический силовой агрегат
Скучная голова
Патрон высокоточный
Система мониторинга измерений
Гидравлический патрон
Система мониторинга процесса
Роликовый полировальный инструмент
Патрон станка с ЧПУ
Система контроля безопасности
Переносной гидроагрегат
Инструмент для полировки внутренних роликов
Инструмент для полировки внешних роликов
Вращающаяся голова
Черновая расточная головка
Внешняя роликовая головка
Прокатный инструмент
Чистая прокатная головка
Внутренняя роликовая головка
Универсальный роликовый полировальный инструмент
HANNOVER Finanz Group выходит из Ecoroll AG
HANNOVER Finanz Group — это группа прямых инвестиций, которая нацелена на выкуп и расширение капитальных вложений в средние «структурно устойчивые предприятия», работающие в стабильных и развивающихся отраслях.HANNOVER ищет предприятия с годовой выручкой не менее 20 миллионов евро и обычно выделяет от 3 до 50 миллионов евро собственного капитала на каждую транзакцию. Фирма будет рассматривать ситуации / потребности как миноритарных, так и мажоритарных инвестиций. Широкие области интересов включают в себя технологии, науки о жизни, услуги, распределение и промышленность. Компания HANNOVER была основана в 1979 году и находится в Ганновере, Германия, с дополнительными офисами в Эссене и Вене.
| СТАТИСТИКА СДЕЛКИ | # |
|---|---|
| Всего | 7 из 15 |
| Сектор ( Производство ) | 2 из 2 |
| Тип ( Неизвестно ) | 3 из 4 |
| Страна ( Германия ) | 6 из 12 |
| Год ( 2012 ) | 4 из 4 |
ПРЕДЫДУЩАЯ СДЕЛКА
| ДАТА | ЦЕЛЬ | СДЕЛКА ТИПА | ЗНАЧЕНИЕ |
|---|---|---|---|
| 2012-01-01 | FAIST ChemTec GmbH FAIST ChemTec разрабатывает и производит эффективные акустические продукты для уменьшения воздействия на конструкции | Продать | — |
ПОСЛЕ СДЕЛКИ
| ДАТА | ЦЕЛЬ | СДЕЛКА ТИПА | ЗНАЧЕНИЕ |
|---|---|---|---|
| 2012-05-24 | Mackprang Holding GmbH & Co.КГ Семейное предприятие Mackprang из Гамбурга было основано в 1878 году как торговая компания, занимавшаяся торговлей сельскохозяйственным сырьем. Компания начала свою деятельность в 1960-х годах с целью реализации стратегии увеличения диверсификации.В 1963 году Mackprang приобрел долю в Schlemmer GmbH, приобретя более 100 процентов акций в 1979 году. Нынешняя Schlemmer Group разрабатывает и производит системы кабельных соединений и защиты, специальные компоненты, электронные элементы управления и прецизионные детали для автомобильной промышленности и оптовых продавцов электротехники. и другие отрасли промышленности, такие как машиностроение, железнодорожное и судостроение, а также промышленность по производству бытовой техники. | Купить | — |
для бесперебойной работы ECOROLL Экономия производственных затрат
.. . для бесперебойной работы Экономия производственных затрат ECOROLL за счет полировки валков и глубокой прокатки (презентация 2470/1 e) 1. Введение 2. Процессы 3. Инструменты 4. Снижение затрат 5. Экологические аспекты 6. Примеры применения 2470/1 e 1
. . . для бесперебойной работы ECOROLL Пластмассовая формовка верхнего слоя прижимной валок 2470/1 e 2
. . . для бесперебойной работы ECOROLL Plastic Forming of Top Layer Вращение ролика подачи Вращение заготовки 2470/1 e 3
.. . для бесперебойной работы ECOROLL Выравнивание поверхности Профиль перед эксплуатацией поверхностный каток вороненый 2470/1 e 4
. . . для плавной работы ECOROLL Преимущества полированной поверхности роликов • Низкая шероховатость • Большая площадь контакта с поверхностью • Мягкие переходы профиля • Отсутствие пиков профиля, только мелкие ямки • Повышение твердости • Лучшие свойства скольжения • Меньший износ • Меньшее истирание и заедание 2470/1 e 5
. . . для бесперебойной работы ECOROLL Преимущества процесса полировки • Короткое время обработки • Применимо практически ко всем станкам • Чистовая обработка на начальном этапе • Отсутствие съема материала • Отсутствие износа подшипников и направляющих • Простота управления процессом • Требуется небольшая смазка • Низкий уровень шума • Долговечные инструменты • Отсутствие изменения размеров из-за износа инструмента 2470/1 e 6
.. . для бесперебойной работы ECOROLL Process Limits 2470/1 e 7
. . . для бесперебойной работы ECOROLL Напряжение сжатия в верхнем слое Напряжение сжатия [МПа] Характеристика напряжения сжатия HG 6 / закаленная сталь 600 HV дробеструйная обработка Глубина [мкм] 2470/1 e 8
. . . для бесперебойной работы ECOROLL Process Comparison 2470/1 e 9
. . . для бесперебойной работы Глубокая прокатка ECOROLL в сравнении с дробеструйной обработкой Глубокая прокатка + Более глубокое проникновение + Напряжение сжатия зависит от нагрузки F + F с гидравлическим или пружинным управлением + Простое управление и воспроизведение + Быстро + Одна настройка после резки + Доступ к отверстиям и полостям все станки — Преимущественно для правильной формы Дробеструйная обработка + Подходит для неправильной формы — Мелкое зерно — Неправильная форма и размер — Шероховатая поверхность — Напряжение сжатия зависит от удара и покрытия — На него влияют 12 параметров — Трудно воспроизвести — Требуется специальное оборудование — Только для обработки специалистами — отнимает много времени — высокие транспортные расходы — длительное время выполнения заказа — затруднено образование полостей 2470/1 e 10
.. . для бесперебойной работы ECOROLL Экономические аспекты глубокой прокатки • Снижение веса • экономия материала • исключение термической обработки • исключение транспортировки • более короткое время выполнения заказа • более быстрый денежный поток • меньшие инвестиции • меньшее потребление энергии
. . . для бесперебойной работы Многороликовые инструменты ECOROLL G: отверстия RA: O. D. ‘s 2470/1 e 12
. . . для бесперебойной работы Однороликовые инструменты ECOROLL EG 14 EGi 5-32 EG 5 EGI-xx.F 2470/1 e 13
. . . для бесперебойной работы ECOROLL Гидростатические инструменты «шариковая ручка» HG 2470/1 e 14
. . . для бесперебойной работы Гидростатический инструмент ECOROLL HG 6-5 со встроенным насосом 2470/1 e 15
. . . для бесперебойной работы ECOROLL Производственные затраты превышают шероховатость Затраты на производство суперфиниш, притирка, хонингование, шлифовка, токар. валик, полировка Шероховатость 2470/1 e 16
. . . для бесперебойной работы Снижение затрат ECOROLL за счет полировки роликов • Время обработки • транспортировка (после полной отделки) • короткие сроки выполнения • меньшие затраты на незавершенное производство • отсутствие затрат на утилизацию отходов • отсутствие затрат на личную защиту (от шума, пыли, дыма) • низкие затраты на энергию 2470/1 e 17
.. . для бесперебойной работы ECOROLL 10 -G Stratetgy Roller Burnishing Rz <10 мкм 2470/1 e 18
. . . для бесперебойной работы ECOROLL Экономические аспекты глубокой прокатки • Снижение веса • экономия материала • исключение термической обработки • исключение транспортировки • более короткое время выполнения заказа • более быстрый денежный поток • меньшие инвестиции • меньшее потребление энергии • меньшее пространство для цеха 2470/1 e 19
. . . для бесперебойной работы ECOROLL Экологические аспекты полировки валков • Отсутствие съема материала • отсутствие пыли и грязи • низкое энергопотребление • требуется мало охлаждающей жидкости • низкий уровень шума 2470/1 e 20
.. . для бесперебойной работы ECOROLL Роликовая полировка поверхностей подшипников и уплотнений Инструмент типа G для отверстий EG 5 для посадочных мест подшипников и поверхностей уплотнений 2470/1 e 21
. . . для бесперебойной работы ECOROLL Пример применения Дифференциальный редуктор Время процесса Давление 2470/1 e 4 с 150 бар 22
. . . для бесперебойной работы ECOROLL Пример применения Гидравлические цилиндры Инструмент для зачистки кромок RDZ для цилиндров Трубки Роликовые штамповки штока поршня с EG 14 2470/1 e 23
.. . для бесперебойной работы ECOROLL Пример применения Большое отверстие (корпус подшипника) Скорость Подача Время обработки 2470/1 e 18 об / мин 0, 4 мм / об. 62 мин. 24
. . . для бесперебойной работы ECOROLL Пример применения Скорость гибкого вала Скорость подачи Давление 100 м / мин 0,3 мм / об. 350 бар 2470/1 e 25
. . . для бесперебойной работы ECOROLL Wöhlerdiagram Гибкий вал, обработанный с помощью HG 6 polis hed, обточенный 2470/1 e 26
ecoroll ✓ Полировка роликов, глубокая прокатка, обработка цилиндрических труб
Название: شات صوتي للجوال | ات التحليه الصوتي | شات صوتي | دردشة صوتية | ات للجوال | شات كتابي | ات الجوال | شات الصوتي الكتابي
Описание: ات صوتي للجوال, شات صوتي, ات التحلية الصوتي للجوال, ات دردشه صوتية وكتابيا, تولية وتابيا, تولية وتابيا, توللية, شاتية وتابيا, توللية, اتية وتابيا, توللية, توليةشات الصوتي للجوال, شات كتابي للجوال.دردشة صوتية للجوال.شات عربي خليجي, شات جوال, شات فله الخليج, شات تعب قلبي, شات قلوب.دردشة كتابية للجوال.شات فلة, الخليج للجوال, شات فون الصوتي.شات صوتي كتابي للجوال.شات الصوتي.شات للجوال.شات موبايل, دردشة الصوتي للجوال, شات الرياض الصوتي للجوال, شات السعودية للجوال, شات الشلة الصوتي, شات حيروني للجوال, شات شقى للجوال, دردشة فلة, شات فلة الصوتي للجوال, شات جوال صوتي, شات الخليج الصوتي للجوال, شات سعودي فلة للجوال, شات الحب الصوتي, شات الخليج الكتابي الصوتي للجوال, شات الغلا الصوتي, شات سهر الخليج, شات الود السعودي, شات جوال الصوتي, شات اسير الصمت, شات العنان, شات عين الصوتي, شات توب الصوتي للجوال, شات حب الغلا , للجوال, شات الانيق, شات لهفة, شات بيبسي للجوال, شات تفاصيل العالم, شات الصوتي الكتابي الاول, شات ترف, شات مشاعر, شات توب اكس للجوال, شات سكر, شات فلة الخليج الصوتي, شات احبك, شات سعودي كتابي خليجي صوتي, شات ملاكي, شات ملتقى الخليج الصوتي, شات مزنة, شات عسل, شات سوالف الصوتي للجوال, شات الطهر, شات الصوتي الاصلي, شات الجوال الصوتي, شات جفى, شات المعنى, شات تحليتنا, شات بوح, شات المملكة, شات ارجوان, شات السعوديه الصوتي, شات الجنوب, شات عزف, شات بلاك بيري, شات وناسة, شات رحيق الشوق للجوال, شات صوتي كام للجوال, دردشه التحليه, شات صوتي قوي, شات جدة حقنا, شات جده الكتابي الصوتي للجوال, دردشة جدة, شات قلوب السعوديه, شات العائدون, شات تعب قلبي الصوتي, شات ريلاكس, شات تعب جوالنا, شات الخليج كام, شات فله الصوتي للجوال, شات بنات الرياض, شات القروب, شات غمزه, شات وجع, شات عشق الخليج, شات وهج, شات صوتي بنات, شات تعبت , قلبي للجوال, شات صوتي اصلي, دردشه قلوب, دردشة الجوال الصوتية, شات جرحي, شات الباحة, شات الورود, شات حلم الصوتي, شات للجوال صوتي, شات لقيت روحي, شات عراقي, شات قلوب الغلا, شات حسبتك لي الصوتي, شات احساس , شات فلسفة عشاق, شات ستار الحب, شات لغز, شات ابن اليمن, شات اليمن الصوتي, شات اشتقت لك, شات ايزي, شات حبي, شات لقى, شات وطن الحب, شات الشلة الصوتي, شات عتب, شات يمن سي, شات غلاك , شات عالم الرومنسية, شات اميرة, شات الشله الصوتي للجوال, شات عيوني, شات سهرايه, شات حبنا, شات صبا, شات صبيا, شات الصوتي الرسمي, شات دردشة تعارف, شات واو, شات دفى, شات العنود, شات صبايا سكر الصوتي, ات عشقنا, ات دمعة, ات حلا السعودية, ات القصيم, شات زهرة, ات حلا الايام, ات رام ا للجوال, شات فرح, شات اماسي, شات لقانا, شات دقه, شات الجوال الصوتي, شات نوت, شات الاصيل, شات ملاذ, دردشه عربيه صوتية, شات اغنيه, شات فهاوة, شات احاسيس, شات شقي صوتي للجوال, شات ايفون, شات اندرويد, شات كمبيوتر, شات لابتوب, شات جافا, شات حنيت لك, شات حجازي, شات كتابي صوتي للجوال, شات تعارفنا, شات تسامرني, شات جوالي الصوتي الاصلي, شات جوال عربي, شات فخامة الخليج, شات الاصدقاء للجوال, شات شلتي الصوتي, شات لبية, شات بوسة, شات نبض الخليج للجوال, شات الوردة, شات لبناني, شات العرب للجوال, دردشة سعوديه, شات كتابي سعودي للجوال, شات الرياض الكتابي, شات ريم, شات اغراب, شات اقمار, شات عشقتك, شات غالي, شات قلوب الصوتي, شات فلسعة, شات صوتي شات, شات لحن, دردشة الجنوب, شات مسك, شات ديلا, شات خليجي, شات همس, شات فجر, شات غلا روحي, شات قولد, شات وليف, شات الم, شات دقات, شات جوال الصوتي, شات صمت للجوال, شات روعة للجوال, شات كلمات, شات فدوة للجوال, شات هوم, شات للزواج, شات المدينة للجوال, شات ملحن, شات شقاوة, شات ماجيك, شات الدمام, شات النايفة, شات الملكة, شات شغف الصوتي, للجوال دردشه, عرب شات للجوال الصوتي, شات مزاج, شات غرور, ات شكو ماكو, شات مسابقات, شا وق, ات ورد التلي ج, لجوال كتابي, شات اسياد, شات جوال اكس, شات ابيك لي, شات الدوادمي, شات الجوال الصوتي كام الاول للجوال, شات نت للجوال, شات هلا, شات خواطر, شات حزن, شات عراقنا الصوتي, شات العاشقين, شات غرام, شات الكويت, شات كويتي للجوال, شات دردشه صوتية غير, شات اللوبي, شات الابرز, شات بنوته قلبي, شات همسه, شات الصوتي الاول, شات غناوي, شات حيرة, شات حس, شات بنوتات, شات عنبر, شات فله قايز, شات دردشه, شات قطر , شات الامارات, شات اماراتي, شات البحرين, شات شوق, شات صبا, شات الخجل, شات خجل للجوال, شات الماس, شات دراما, شات الهفوف, شات واتس, شات الملتقى, شات نسمه الشمال, شات الشمال, شات روح, شات تخيلتك , شات تاج للجوال, شات صدفة, شات ابو عريش الصوتي, شات رجة, شات الربيع, شات سلطانه, شات برق للجوال, شات عطر للجوال, شات السلطنة, شات ذهب, شات باربي, شات قوافي, شات نونة, شات جوال كتابي صوتي, شات شات ميديا, شات ود للجوال, شات جوالك, شات قلب, شات بنت السعودية الصوتية, شات قلوبنا, شات دلع الخليج الصوتي, شات الليل, شات فرفشة, شات تجوال, شات عراق الخير, شات ادمنتك, شات مقالات, شات اهل الجنوب, ات نوبي, ات دردشه صوتي, ات نون, ات نجمة, ات نجد, ات لاوية, ات لورانس, ات دردشه وتي, ات نون, ات نجمة, ات نجد, ات فلاوية, ات لورانس, ات العنبر, ات نمة, العرب الصوتي, شات اوتار, شات عز, شات جنون العاشقين, شات انفاس, شات كرزة, صوتي, جوال, للجوال, جوالي, جوالك, جوالكم, دردشه كتابي, الصوتي, شات مكه, شات الطائف, شات حنين, شات دره الخليج, شات الغربيه, شات عسيرية, شات ذهبيات, شات ليتك, شات صوتي قديم, شات الشامخه, شات شلتنا, شات مملكة, شات بنات صوتي للجوال, شات طيف, شات مصري, شات النيل, شات احباب, شات غنج, شات سهم الصوتي, شات الجوال الخليجي الكتابي, شات مزيونة, شات ميوزك, شات رحال, شات اكنان, شات اكشن, شات ليالي, شات اضم حبك, شات جنوبيين الكتابي للجوال, شات كرم الشام, شات مبدعين, شات قمر, شات للعرب كتابي صوتي, دردشة للجوال, شات الشرقية , شات طيوفك, شات صبايا كول للجوال, شات لمسة, شات سجايا, جات فون, شات عدن سيتي, شات نور عمان الصوتي, شات طرب واو, شات فلاشي, شات البروفسور, شات عشاق الخليج, شات جالكسي, شات تغاريد, شات لمة, ات بوبجي, ات جوالي, دردش جوال, دردشتي, اتي للجوال, وال الصوتي شات, شات معشوق, ات صامطة, ات امطة, اتي اتي اتي, ات معشوق, ات صامطة, اتي اممة, اتي للجوال,ات دردشة صوتية كتابيه, بدون تسجيل او تحميل.صوتي.للجوال, شات الجوال الاول ahj,] v] ай, ахдж; , hg] v] ai w, jdi ahj hgw, jd
Green Supamoss ECO-ROLL-24-200 24 дюйма в ширину и 200 футов в длину Стандартный рулонный обогреватель Supamoss для садовых и уличных двориков thepodsatstreamvale.com
Supamoss ECO-ROLL-24-200 24 дюйма в ширину и 200 футов в длину Стандартный рулон Supamoss — зеленый: в саду и на открытом воздухе. Отличные цены на ваши любимые бренды для садоводства и бесплатная доставка по подходящим заказам.. Подвесная подкладка для корзин COMOSS-SUPAMOSS choice выбор № 1 для серьезных садоводов。 из влагоудерживающей натуральной ткани。 Описание продукта ECOMOSS- SUPAMOSS STANDARD Рулон шириной 24 дюйма (60 см) и длиной 200 футов (60 м)。 Коробка содержит рулон материала。 。
Зеленый Supamoss ECO-ROLL-24-200 Ширина 24 дюйма, длина 200 футов Стандартный рулон Supamoss
Крышка от зонта от солнца Очень большой подвесной чехол для зонта с бананом на молнии Водонепроницаемый чехол для патио с защитой от ультрафиолета, 265 см X 70 см, антрацитовый.Prettygood7 Портативная легкая проводная гарнитура с разъемом 3,5 мм для лекций с микрофоном. Поставляется с лестницей и фильтрующим насосом. 56709 Простая установка Bestway 12 футов x 39,5 Steel Pro Max Deluxe Frame Pool, WOVELOT 60W Driver Power Supply LED Transformer DC 12V 5A by Band Light Lamp, предупреждающий знак, что она стояла во время шторма и когда ветер забавный Духовный; Дорожный знак Деловой знак 12X12 дюймов Алюминиевый металлический оловянный знак, Auraglow Внутренний / Открытый двойной настенный светильник вверх и вниз Черный холодный белый светодиодные лампы в комплекте. Шнур триммера Промех 3.Более острые края 0 мм x 50 м и увеличенный срок службы треугольный, 2-цилиндровый ручной сменный комплект для баллонов с пропаном, HomeZone® 4w Электронный УФ-истребитель летающих насекомых Электрический комнатный комаров-вредитель Fly Bug Zapper., Pawaca Нержавеющая сталь Apple Corer Chef Apple Slicer с удобными прочными резиновыми захватами. Бежевый чехол SFGHOUSE Canopy Swings Cover 2-местный сменный чехол Swing Cover Защита от УФ-лучей Водонепроницаемый чехол 142 x 120 x 18 см Садовая мебель и аксессуары, озеро или бассейн Петли полотенца быстро впитывают влагу из вашего тела Шезлонги Schildeng, чехол для шезлонга с боковым карманом для хранения После замачивания в океане, Musa basjoo 3 растения в горшках 9 см. Японский банановый волокно, банан, выносливый банан, маленький 60-сантиметровый горшок с окном в форме окна.
Инструмент для чистки, способ изготовления блока цилиндров и токарного станка
Изобретение относится к способу изготовления цилиндрического блока с этапами (а) зажима цилиндра на зажимном устройстве заготовки токарного станка, (б) зачистки внутренней поверхности цилиндра с помощью инструмента для затачивания, в частности, посредством вращения устройство зажима заготовки таким образом, что формируется внутренняя поверхность цилиндра с зачисткой, (c) плавная прокатка внутренней поверхности цилиндра с зачисткой с помощью раскатывающего инструмента путем вращения устройства зажима заготовки, и (d) обработка, по крайней мере, передней поверхности цилиндровый блок.
Согласно второму аспекту изобретение относится к инструменту для зуботочения, который имеет по меньшей мере одно сопло для подачи охлаждающей смазки для подачи охлаждающей смазки, по меньшей мере, одну трубку для охлаждающей смазки, с помощью которой охлаждающая смазка может подаваться к соплу для охлаждающей смазки, по меньшей мере, два лезвия для зуботочения, которые установлены плавающим образом и могут перемещаться, по меньшей мере, в радиальном направлении, и цилиндр рулевого управления, с помощью которого лезвия для зуботочения могут выдвигаться и втягиваться.
Согласно третьему аспекту изобретение относится к токарному станку с (i) шпинделем, (ii) зажимным устройством для заготовки, которое может приводиться в действие шпинделем и запрограммировано на зажим цилиндрового блока, так что цилиндровый блок может быть повернутым вокруг продольной оси цилиндра, и (iii) ползун для позиционирования режущего инструмента в заданном положении относительно зажимного устройства заготовки, так что, по меньшей мере, одна поверхность цилиндра может быть обработана.
Цилиндровые агрегаты, которые относятся, в частности, к гидравлическим и пневматическим цилиндровым агрегатам, широко используются, в частности, в конструкции транспортных средств. Поршень поднимается за счет подачи рабочей жидкости в цилиндр. В зависимости от максимального изменения длины блока цилиндров, относятся к короткоходным или длинноходным цилиндрам. В конструкции транспортных средств часто используются короткоходные цилиндры, например, в составе гидроусилителя рулевого управления.
Короткоходовые цилиндры этого типа до сих пор производились путем предварительной обработки концов того, что позже стало цилиндрическим блоком.Во время этой так называемой торцевой обработки плоская передняя поверхность, а также, при необходимости, все фасонные элементы, близкие к передней поверхности (например, резьба, кольцевые канавки, уплотнительные седла или вставные фаски), изготавливаются, например, посредством точения. Обработка торца обычно выполняется на токарном или фрезерном станке. На следующем этапе обработанная концами заготовка зажимается в станке для глубокого сверления, с помощью которого производится внутренняя поверхность цилиндра, по которой затем движется поршень. Недостатком установленного производственного процесса является то, что наивысшая степень точности может быть достигнута с трудом.
Задача, решаемая изобретением, заключается в повышении точности и экономичности при изготовлении узлов цилиндров и, в частности, узлов с коротким ходом цилиндров.
Изобретение решает проблему с помощью общей процедуры, в которой затачивание, плавная прокатка и обработка, по меньшей мере, передней поверхности, в частности, всех фасонных элементов, близких к передней поверхности, выполняются за одну установку, например токарно или фрезерно. Согласно второму аспекту изобретение решает проблему с помощью обычного инструмента для затачивания, с помощью которого цилиндр рулевого управления может подвергаться давлению через трубопровод для охлаждающей смазки.Согласно третьему аспекту изобретение решает проблему с помощью обычного токарного станка, который имеет инструмент для зуботочения, который настроен таким образом, что внутренняя поверхность цилиндра блока цилиндров может подвергаться процессу зуботочения, и инструмент для плавной прокатки для плавной прокатки. внутренней поверхности цилиндра, которая настроена таким образом, что внутреннюю поверхность цилиндра блока цилиндров можно обрабатывать путем плавной прокатки.
Преимущество изобретения заключается в том, что обработка торца и изготовление внутренней поверхности цилиндра за одну установку обеспечивают более высокую степень точности.Во время повторного зажима потери точности в значительной степени неизбежны, поскольку возникают ошибки настройки. Обработка в одной установке до сих пор была невозможна. Точно так же было невозможно глубокое сверление на токарном станке, так как глубокое сверление требует погружного охлаждения. Однако токарные станки не способны подавать необходимый поток охлаждающей жидкости. В то же время было невозможно выполнить обработку торцов с помощью станка для глубокого сверления, поскольку станки для глубокого сверления не имеют ползунов, которые могут обеспечить режущий инструмент с необходимой точностью на поверхности создаваемого цилиндрического блока.
Еще одно преимущество настоящего изобретения состоит в том, что оно позволяет изготавливать блоки цилиндров с меньшими усилиями. Таким образом, повторный зажим больше не требуется, что отнимает много времени. Кроме того, отпадает необходимость в использовании двух станков, поскольку обработка цилиндра обычно может выполняться на токарном станке.
В контексте настоящего описания цилиндр относится, в частности, к компоненту, который после обработки становится частью блока цилиндра.Таким образом, до зачистки цилиндр можно описать как необработанный цилиндр без зачистки, а после зачистки и перед гладкой прокаткой — как развернутый необработанный цилиндр. После плавной прокатки цилиндр комплектуется, в частности, поршнем и головкой блока цилиндров.
Возможно, но не обязательно, чтобы обработка передней поверхности блока цилиндров происходила после гладкой прокатки и / или затачивания. Можно сначала обработать лицевую поверхность, а также все фасонные элементы, расположенные рядом с лицевой поверхностью, токарным или фрезерным способом и только потом проводить зуботочение.По крайней мере, теоретически возможно даже то, что оба процесса могут происходить одновременно с помощью комбинированного инструмента. Точно так же можно выполнять конечную обработку после затачивания и плавной прокатки поверхности цилиндра.
Признавая тот факт, что зуботочение, плавная прокатка и обработка, по меньшей мере, лицевой поверхности выполняются путем точения за одну настройку, можно, в частности, понимать, что обрабатываются все фасонные элементы, близкие к передней поверхности.Термин «токарная обработка» относится к процессу резания.
Зачистку внутренней поверхности цилиндра лучше всего выполнять с помощью инструмента для зуботочения, который имеет два или более выдвижных или убирающихся лезвия на колеблющейся подвеске. Инструмент для зуботочения такого типа имеет то преимущество, что получаемая поверхность не повреждается лезвиями для зуботочения, когда инструмент для зуботочения вынимается.
Зачистка внутренней поверхности цилиндра лучше всего достигается с помощью смазочно-охлаждающей жидкости.Это может быть, например, охлаждающая смазка на водной основе, эмульсия или охлаждающая смазка на основе минерального масла.
Согласно предпочтительному варианту выполнения зуботочение внутренней поверхности цилиндра включает следующие этапы: (b1) введение инструмента для зуботочения во внутреннюю часть цилиндра, (b2) развертывание по меньшей мере двух лезвий зуботочения инструмента для зуботочения путем работы цилиндр рулевого управления, (b3) резка внутренней поверхности цилиндра с помощью шлифовальных ножей, а также удаление образовавшейся стружки с помощью охлаждающей смазки, при этом (b4) для работы цилиндра рулевого управления используется та же охлаждающая смазка, что и используется удалить стружку.
Признавая тот факт, что для работы цилиндра рулевого управления и удаления стружки используется одна и та же охлаждающая смазка, можно, в частности, понимать, что охлаждающая смазка проходит в контуре охлаждающей смазки, так что во время теоретического процесса бесконечной длины одна и та же смазочно-охлаждающая жидкость используется многократно. Возможно, хотя и не обязательно, работа цилиндра рулевого управления должна выполняться со смазочно-охлаждающей жидкостью, которая из-за конструкции инструмента для затачивания может в какой-то момент вступить в контакт со стружкой.Фактически, в работе цилиндра рулевого управления также можно использовать жидкость под давлением, которая, в свою очередь, подвергается давлению со стороны охлаждающей смазки. По существу, можно включить мембрану или разделительный поршень, который отделяет охлаждающую смазку от рабочей жидкости, с помощью которой будет приводиться в действие цилиндр рулевого управления. Упомянутый здесь цилиндр рулевого управления, естественно, не относится к цилиндру производимого цилиндра. вместо термина «цилиндр рулевого управления» можно также использовать термин «цилиндр рулевого управления».
Предпочтительно, когда охлаждающая смазка, с помощью которой приводится в действие цилиндр рулевого управления или посредством которой рабочая жидкость подвергается давлению во время работы цилиндра рулевого управления, отбирается из той же трубы, что и охлаждающая жидкость. транспортируется к соплу для смазочно-охлаждающей жидкости, из которого можно выпускать смазочно-охлаждающую жидкость таким образом, чтобы образовавшаяся стружка могла быть удалена в процессе зуботочения. В этом случае в процессе теоретически произвольной длины имеется предполагаемый объем охлаждающей смазки, которая воздействовала на цилиндр рулевого управления по меньшей мере один раз и которая также удаляла стружку.
В соответствии с предпочтительным вариантом выполнения зачистка внутренней поверхности цилиндра включает удаление стружки с помощью охлаждающей смазки, при этом охлаждающая смазка выпускается, по меньшей мере, одним соплом для смазочно-охлаждающей жидкости, и непосредственно перед извлечением сопла для смазочно-охлаждающей жидкости производится при давлении не менее 4 МПа. Этот уровень давления обычно необходим для того, чтобы иметь возможность надежно удалить стружку, образовавшуюся в результате зачистки, с помощью небольшого количества охлаждающей жидкости, доступной на токарных станках.Если удаление стружки не может быть гарантировано, существует риск так называемого дублирования стружки, которое приведет к перегрузке инструмента и станка.
Во время зачистки внутренней поверхности цилиндра расход охлаждающей жидкости, с помощью которой удаляются стружки, лучше всего составляет максимум 100 литров в минуту, в частности максимум 50 литров в минуту. Традиционно внутренняя поверхность цилиндра изготавливается методом глубокого сверления, что требует погружного охлаждения, а именно охлаждения при низком давлении и с высокой скоростью потока.В процессе зуботочения достигаются более низкие скорости потока смазочно-охлаждающей жидкости при условии, что рабочее давление выше. Однако токарные станки обычно не способны обеспечивать соответственно высокое давление охлаждающей жидкости. В частности, это относится к существующим токарным станкам, на которых производится большинство цилиндрических агрегатов.
Желательно, чтобы внутренняя поверхность цилиндра имела максимальную глубину 1,5 метра. До этой глубины способ согласно изобретению имеет наибольшие преимущества в отношении глубокого сверления.
Токарный станок согласно изобретению предпочтительно имеет один или несколько режущих инструментов, таких как токарные инструменты и / или фрезерные инструменты. Таким образом, передняя и предпочтительно боковая часть цилиндрического блока могут обрабатываться с высокой степенью точности.
Предпочтительно можно использовать инструмент для зуботочения независимо от инструмента для гладкой прокатки. Хотя в соответствии с изобретением можно использовать комбинированный инструмент для зуботочения и плавной прокатки, такие инструменты являются сложными. Поскольку обработка цилиндрического блока может быть завершена за одну установку, возможно и выгодно сконструировать инструмент для зуботочения, который будет использоваться независимо от инструмента для плавной прокатки, так что будут использоваться более простые и, следовательно, более прочные инструменты.
В соответствии с предпочтительным вариантом выполнения зуботочущий инструмент имеет по меньшей мере одно сопло для смазочно-охлаждающей жидкости для выпуска смазочно-охлаждающей жидкости и / или по меньшей мере два лезвия для зуботочения с гидравлическим приводом, которые могут перемещаться, по меньшей мере, в радиальном направлении.
В соответствии с предпочтительным вариантом выполнения зуботоченный инструмент содержит блок для повышения давления охлаждающей смазки, который имеет впускное отверстие для охлаждающей смазки, которое соединяется с отверстием для охлаждающей смазки токарного станка, насос для повышения давления охлаждающей смазки и охлаждающую смазку. выпускной патрубок, который соединен с патрубком охлаждающей жидкости.Большинство цилиндрических агрегатов до сих пор производилось на токарных станках, запас охлаждающей жидкости которых не имеет достаточной прочности для обеспечения надежного процесса резания. Поскольку в контексте изобретения стружка может быть удалена струей охлаждающей смазки с высоким давлением и меньшим потоком, существующий токарный станок можно модернизировать так, чтобы он мог обрабатывать цилиндрические блоки только в одном зажатом положении, поскольку он включает в себя блок для повышения давления СОЖ. Инструмент для зуботочения вместе с устройством для повышения давления смазочно-охлаждающей жидкости составляет комплект для модернизации, так что токарные станки могут быть модернизированы для производства цилиндров за одну установку.
Затем охлаждающая смазка подается под давлением с помощью по крайней мере одного насоса. При благоприятных условиях можно использовать два насоса в комбинации друг с другом, т.е. сначала насос смазочно-охлаждающей жидкости, принадлежащий токарному станку, а затем насос, принадлежащий узлу для повышения давления смазочно-охлаждающей жидкости.
Далее изобретение дополнительно поясняется со ссылкой на прилагаемые чертежи. Показано следующее:
РИС. 1 — перспективный вид инструмента для зуботочения согласно изобретению,
; фиг.2 — вид спереди инструмента для зуботочения в соответствии с фиг. 1,
РИС. 3 — разрез А-А в соответствии с фиг. 2,
РИС. 4 — разрез B-B в соответствии с фиг. 2,
РИС. 5 — поперечный разрез по линии C-C в соответствии с фиг. 3,
РИС. 6 — схематический вид токарного станка согласно изобретению,
; фиг. 7 — схематический вид второго варианта выполнения токарного станка согласно изобретению, а фиг.
; 8 — схематический вид третьего варианта токарного станка согласно изобретению.
РИС. На фиг.1 показан инструмент для зуботочения 10 согласно изобретению, который имеет первое сопло 12 для смазочно-охлаждающей жидкости. 1 и второе сопло для смазочно-охлаждающей жидкости 12 . 2 , а также сопло для смазочно-охлаждающей жидкости, не показанное на фиг. 1. Инструмент для зуботочения 10 дополнительно имеет три лезвия для зуботочения, в том числе лезвие 14 . Показано 1 . Зубчатое лезвие , 14, (позиции без номера после них указывают все общие объекты) находится в колеблющейся подвеске на основном теле , 16, и может перемещаться в радиальном направлении, т.е.е. наружу и внутрь к центру.
Форсунки для смазочно-охлаждающей жидкости 12 сконструированы таким образом, что они выпускают струю смазочно-охлаждающей жидкости, которая движется, по крайней мере, преимущественно в осевом направлении. Сопла , 12, для смазочно-охлаждающей жидкости дополнительно установлены таким образом, что они направлены в пространство для стружки на зуботочивающем лезвии, которое движется сзади относительно направления вращения. Стружка, производимая лезвиями для зуботочения, таким образом захватывается струей охлаждающей жидкости и уносится от инструмента 10 для зуботочения.
РИС. 2 показан вид спереди инструмента для зуботочения 10 . Следует отметить, что инструмент для зуботочения 10 имеет тройную симметрию. Лезвия для зуботочения 14 . 1 , 14 . 2 , 14 . 3 смещены друг от друга примерно на 120 °. Основание , 16, имеет цилиндрическую форму, при этом лопасти 14 для зуботочения могут быть размещены в первом положении, в котором они расположены внутри фантомного корпуса вокруг основного тела 16 , и во втором положении, в котором они выступают за пределы этого фантомного корпуса.
РИС. 3 показано продольное сечение инструмента 10 для зуботочения в соответствии с разрезом A-A согласно фиг. 2. Следует отметить, что лезвие для зуботочения 14 . 1 настроен таким образом, что им можно управлять через переключающий конус 18 . Переключающий конус 18 перемещается поршнем 20 , который находится внутри отверстия цилиндра и вместе с ним составляет цилиндр 24 рулевого управления.
РИС.На фиг.3 показан цилиндр рулевого управления 24 и вместе с ним шлифовальный нож 14 . 1 в рабочем положении, в котором кромка 26 . 1 лезвия для зуботочения 14 выступает над фантомным цилиндром корпуса основания 16 . В этой ситуации переключающий конус 18 толкает лезвие 14 для зуботочения. 1 наружу против силы пружины, которая не изображена на фиг. 3.
РИС. 4 — продольный разрез по линии B-B в соответствии с фиг.2. Следует отметить, что сопло смазочно-охлаждающей жидкости 12 . Смазочно-охлаждающая жидкость в 1 может подаваться через трубку для смазочно-охлаждающей жидкости 28 . Смазочно-охлаждающая жидкость поступает в трубопровод для смазочно-охлаждающей жидкости 28 через систему подачи СОЖ 30 . Трубка для смазочно-охлаждающей жидкости 28 соединена с отверстием цилиндра 22 , так что если повышенное давление смазочно-охлаждающей жидкости p KSS применяется к системе подачи смазочно-охлаждающей жидкости 30 , осевое усилие, в свою очередь, увеличивается, что поршень 20 относится к конусу переключения 18 .
РИС. 2 показан ход H, по которому поршень 20 входит в отверстие цилиндра 22 , если давление охлаждающей смазки p KSS падает ниже минимального давления p min . В этом случае пружина 32 толкает поршень 20 назад, так что переключающий конус 18 разряжается, а зуботочивающее лезвие (см. Фиг. 3) возвращается в исходное положение пружинами (здесь не нарисовано), а именно, затем он располагается внутри оболочки фантомного цилиндра вокруг основного корпуса.
Трубка для смазочно-охлаждающей жидкости 28 подводит не только к форсунке для смазочно-охлаждающей жидкости 12 . 1 со смазочно-охлаждающей жидкостью, а также сопла для смазочно-охлаждающей жидкости 12 . 2 и 12 . 3 не показано на фиг. 3 и 4.
РИС. 5 показывает поперечное сечение по сечению C-C в соответствии с фиг. 3, в котором лезвия , 14, для зуботочения установлены для использования, выступая из корпуса цилиндра вокруг основного корпуса 16 .
РИС. Фиг.6 показывает схематический вид токарного станка 34 согласно изобретению со станиной 36 , как показано, ползунком 38 , который может быть автоматически установлен относительно станины станка, и шпинделем 40 . К шпинделю 40 прикреплено зажимное устройство 42 , с помощью которого можно зажать цилиндр 44 . Цилиндр 44 может также называться первичным цилиндром.Токарный станок 34 дополнительно имеет люнет 46 , с помощью которого цилиндр 44 поддерживается при его вращении вокруг своей продольной оси L.
Токарный станок 34 содержит, согласно предпочтительному варианту осуществления изобретения, турель 48 , в состав которой входит поворотный диск 50 . Револьверная головка 48 и диск револьверной головки 50 сконфигурированы таким образом, что охлаждающая смазка 52 может подаваться по подводящей трубе 54 как к первой буровой штанге 56 , так и ко второй буровой штанге 58 .Как первая буровая штанга 56, , так и вторая буровая штанга 58 могут быть выровнены путем поворота револьверного диска 50 соосно продольной оси станка, которая совпадает с продольной осью цилиндра L на фиг. 6. Зачистной инструмент 10 прикреплен к первой буровой штанге 56 , инструмент для плавной прокатки 60 прикреплен ко второй буровой штанге 58 .
В соответствии с изобретением способ осуществляется путем первого надежного прикрепления цилиндра 44 к шпинделю 40 , чтобы его нельзя было повернуть, с помощью зажимного устройства 42 заготовки.Затем внутренняя поверхность цилиндра 62 цилиндра 44 обрабатывается путем вращения зажимного устройства 42 заготовки с помощью инструмента 10 для зуботочения. Образуется зачесанная внутренняя поверхность цилиндра, которую затем гладко прокатывают с помощью инструмента 60 для гладкой прокатки. Кроме того, диск 50 револьверной головки поворачивается, и инструмент 10 для зуботочения расцепляется, а инструмент 60 для плавной прокатки входит в зацепление.
На следующем или предыдущем шаге завершается резка передней поверхности 64 цилиндра 44 , например токарным инструментом 78 . На последующих этапах поршень вставляется в цилиндр 44 и накрывается головкой цилиндра, так что получается блок цилиндра.
В нижней левой части фиг. 6 показан вид в разрезе пересечения A-A, показанного вверху. Следует отметить, что отверстие цилиндра 44 , которое обращено в сторону от инструмента 10 для зуботочения, ведет к открытой полости зажимного устройства 42 заготовки, так что охлаждающая смазка может выходить.Эта ситуация показана в правой нижней части. Смазочно-охлаждающая жидкость 52 покидает цилиндр 44 на конце, который обращен в сторону от инструмента для зуботочения 10 и который примыкает к зажимному устройству 42 заготовки.
РИС. На фиг.7 показан альтернативный вариант выполнения токарного станка 34 согласно настоящему изобретению и инструмента для зуботочения 10 согласно настоящему изобретению, который имеет узел повышения давления смазочно-охлаждающей жидкости 66 .Он содержит впускной патрубок 68 для смазочно-охлаждающей жидкости, насос 70 и выпускной патрубок 72 для смазочно-охлаждающей жидкости, который соединен с трубкой для смазочно-охлаждающей жидкости 28 (см. Фиг. 4). Во впускное отверстие для охлаждающей смазки 68 подается охлаждающая смазка от насоса смазочно-охлаждающей жидкости 74 , принадлежащего токарному станку 34 , который обычно не способен обеспечивать необходимое высокое давление.
РИС. 7 дополнительно показан избирательный вращающийся ввод 76 , который включен в предпочтительную версию токарного станка 34 согласно изобретению и который прикреплен к револьверной головке 48 так, чтобы он мог вращаться.Вращающийся проходной канал , 76, сконфигурирован так, что только активная буровая штанга, в данном случае первая буровая штанга 56 , может подвергаться давлению охлаждающей смазки p KSS , а не бездействующее сверло. штанга, в данном случае буровая штанга 58 . В нижней части показан вид сверху по отношению к сечению B-B.
РИС. 7 дополнительно показан режущий инструмент 78 , в данном случае вращающееся долото, которое с помощью ползуна 38 , к которому прикреплена револьверная головка 48 , можно расположить таким образом, чтобы передняя поверхность 64 цилиндра 44 можно повернуть на ровной плоскости.
При осуществлении способа согласно настоящему изобретению шлифовальное устройство 10 вставляется во внутреннюю часть цилиндра 80 цилиндра 44 . После этого давление охлаждающей смазки p KSS увеличивается, так что лезвия 14 зуботочения (см. Фиг.1-4) выдвигаются. Внутренняя поверхность цилиндра 62 затем обрабатывается зуботочением. Стружка удаляется смазочно-охлаждающей жидкостью и попадает в емкость для смазочно-охлаждающей жидкости 82 .
После завершения процесса зуботочения давление смазочно-охлаждающей жидкости p KSS уменьшается, так что лезвия зуботочения выходят из зацепления и переходят в исходное положение. Затем инструмент для зуботочения 10 удаляется, а инструмент для плавной прокатки 60 вставляется во внутреннюю часть цилиндра 80 . Затем внутреннюю поверхность 62 цилиндра подвергают гладкой прокатке.
Согласно изобретению и как схематично показано на фиг. 7, токарный станок , 34, содержит блок управления , 84, , который сконфигурирован для выполнения способа согласно изобретению, в частности, для приведения в действие ползуна 38 , так что он вставляет инструмент для зуботочения 10 в внутренняя часть цилиндра 80 , чтобы приводить в действие шпиндель 40 , так что цилиндр 44 вращается, и для увеличения давления охлаждающей смазки p KSS , так что лезвия зуботочения 14 выдвигаются.Блок управления , 84, дополнительно сконфигурирован для последующего перемещения ползуна 38 таким образом, что затачивающий инструмент 10 создает внутреннюю поверхность цилиндра 62 , и впоследствии снижает давление охлаждающей смазки p KSS , так что лезвия для зуботочения 14 втянуты. После этого револьверная головка 48 переключается на инструмент для плавной прокатки, и давление охлаждающей смазки устанавливается на соответствующее давление охлаждающей жидкости для инструмента для плавной прокатки.Ползун , 38, впоследствии позиционируется так, что режущий инструмент , 78, создает желаемую геометрию на передней поверхности заготовки.
РИС. 8 показан вариант, а именно, что цилиндр 44 проходит через шпиндель 40 во время обработки, так что охлаждающая смазка сливается внутри цилиндра , 44 и захватывается позади шпинделя.
| Список ссылочных номеров | |||||||||||||||||||||||||||||||||||||
| 10 | Зачистной инструмент | ||||||||||||||||||||||||||||||||||||
| 16 | Основание | ||||||||||||||||||||||||||||||||||||
| 18 | Конус переключения | ||||||||||||||||||||||||||||||||||||
| 20 | Поршень | ||||||||||||||||||||||||||||||||||||
| 26 | Кромка | ||||||||||||||||||||||||||||||||||||
| 28 | Трубка охлаждающей смазки | ||||||||||||||||||||||||||||||||||||
| 30 | Подача охлаждающей жидкости | ||||||||||||||||||||||||||||||||||||
| 32657 | |||||||||||||||||||||||||||||||||||||
| 926 57 36 | Станина станка | ||||||||||||||||||||||||||||||||||||
| 38 | Направляющая | ||||||||||||||||||||||||||||||||||||
| 40 | Шпиндель | ||||||||||||||||||||||||||||||||||||
| 42 | Зажимное устройство заготовки 65 65 | 4433yl | |||||||||||||||||||||||||||||||||||
| 46 | Люнет | ||||||||||||||||||||||||||||||||||||
| 48 | Револьвер | ||||||||||||||||||||||||||||||||||||
| 50 | Диск револьвера | ||||||||||||||||||||||||||||||||||||
| 52658 | 9265 | 56 | Первая буровая штанга | ||||||||||||||||||||||||||||||||||
| 58 | Вторая буровая штанга | ||||||||||||||||||||||||||||||||||||
| 60 | Гладкий роликовый инструмент | ||||||||||||||||||||||||||||||||||||
| 62 | Цилиндр | Передняя поверхность | поверхность | ||||||||||||||||||||||||||||||||||
| 66 | Узел повышения давления | ||||||||||||||||||||||||||||||||||||
| смазочно-охлаждающей жидкости | |||||||||||||||||||||||||||||||||||||
| 68 | Вход охлаждающей жидкости | ||||||||||||||||||||||||||||||||||||
| 70 | Насос | ||||||||||||||||||||||||||||||||||||
| 8 | |||||||||||||||||||||||||||||||||||||
| 72657 | 9265 | 74 | Насос смазочно-охлаждающей жидкости | ||||||||||||||||||||||||||||||||||
| 76 | Вращающийся проходной канал | ||||||||||||||||||||||||||||||||||||
| 78 | Режущий инструмент | ||||||||||||||||||||||||||||||||||||
| 80 | |||||||||||||||||||||||||||||||||||||
| 84 | Блок управления | ||||||||||||||||||||||||||||||||||||
| p KSS | Давление смазочно-охлаждающей жидкости | ||||||||||||||||||||||||||||||||||||
| H | Ход поршня | ||||||||||||||||||||||||||||||||||||
| 9307 930 930 | Продольная ось цилиндра | ||||||||||||||||||||||||||||||||||||
.