Станок для холодной ковки своими руками: какие инструменты и приспособления нужны для изготовления завитков и как правильно их сделать, чертежи и видео
05Дек
Содержание статьи
- Разновидности станков
- Отличия холодной ковки
- Построение завитка для станка
- Об электроприводе торсиона
- Сборка и устройство
- Что производится посредством методики холодной ковки
Различная садовая меблировка, витиеватые ограждения и заборы, калитки, ворота, декоративные экстерьерные украшения – все это человек может сделать сам, имея даже небольшой багаж навыков. Подразумевается производство как для себя, так и с целью будущей коммерческой реализации, бизнеса. В нашем обзоре мы предоставим чертежи такого оборудования, как самодельный электрический станок для изготовления холодной ковки металла своими руками, а также объясним основные аспекты создания изделий и покажем видео.
Разновидности станков
Параметры, вариации настройки и производственные особенности оборудования сильно отличаются друг от друга. На основе их выделения обозначенных формируются определенные классы. Стоит понимать, что лишь некоторые из них доступны для любительского производства, остальные функционируют только в заводских условиях.
На основе их выделения обозначенных формируются определенные классы. Стоит понимать, что лишь некоторые из них доступны для любительского производства, остальные функционируют только в заводских условиях.
«Улитка»
Это спиралевидный станок, который предназначен для скручивания материала и последующего преобразования подобным путем. Центральной частью является стальной жгут, который градируется на несколько частей. Их количество может быть различным. По сути, чем больше внутренних секций подразумевается, тем сильнее получается изгиб при минимальных силовых затратах – удобен и тот момент, что в составных «Улитках» они могут заменяться, таким образом, увеличивается или уменьшается угол скручивания.
Составляющие:
Сам каркас. По традиции его делают на основе металлических конструкций разного вида. То, что есть под рукой, рейки, трубки или уголки, принципиальной разницы нет, если точно выверить параметры.

Станина. На эту часть идет весь силовой упор во время скручивания. Поэтому логично сделать ее более толстой, чем спираль. А также подобрать наиболее твердый и устойчивый на изгиб материал.
Рычаг. Для активации движения как такового.
Вал. Служит для передачи крутящего момента.
Составные части спирали. Как уже сказано, они могут быть разных размеров, все зависит от угла и радиуса скручивания, который необходим.

Торсионный
Это аналог прошлого вида оборудования, но на основе двутавра и зажима. В центре располагаются валики тисков, которые пропускают конструкцию через себя. Закручивание получается более сильным, интенсивным. Но при этом не все категории изделий могут быть обработаны обозначенным методом.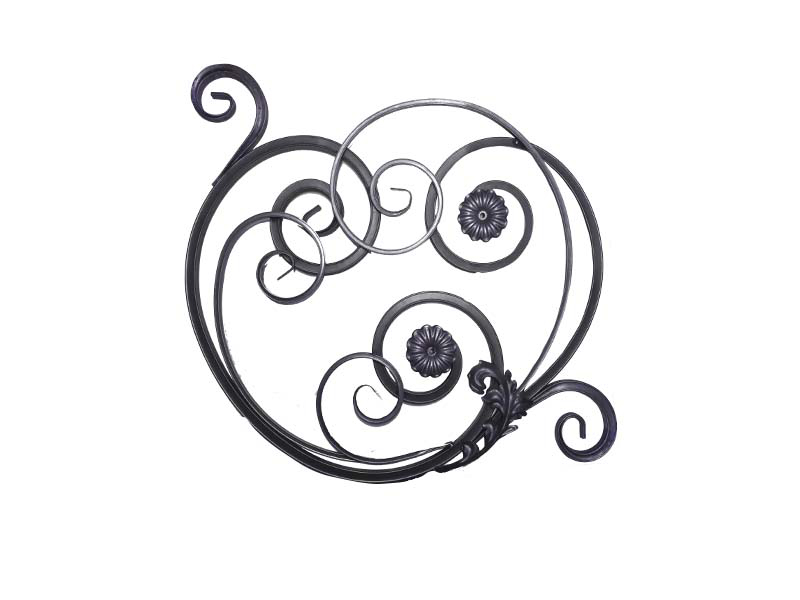 Например, полые и круглые устройства не выдержат давления и будут некорректным образом деформированы.
Например, полые и круглые устройства не выдержат давления и будут некорректным образом деформированы.
«Гнутик»
Это самодельный и простой ручной станок для холодной ковки своими руками. Состоит из двух валов, которые определенным образом прессуют проходящую через середину деталь. Они крепятся на статичной поверхности, а в центре размещается клин. Его задача — сделать углубление, когда валы начинают свое движение.
Станок «Волна»
Зачастую подобный способ изготовления используется на производстве. Поэтому такие приспособления чаще приобретают в специализированных магазинах, а не создают кустарными методами. Но и в этом нет ничего сложного.
Понадобится металлическая плоская основа и пара дисков. Пропуская материал через себя, они создают на нем ту самую волну. Один из дисков будет ведущим, второй остается пассивным. То есть, движения осуществляется только первым элементом. При этом они необязательны должны быть идентичными по размеру.
Пресс
Такой вид оборудования подходит, если вы изготавливаете плоские предметы. По факту это просто два вала, которые прессуют деталь между собой, без добавления канавок или углублений. При этом изделие все равно можно сделать неоднородно плоским, если сами валы обладают рифлением. В этом случае зазор между ними чуть увеличивают, чтобы они не попали в резьбу друг друга.
Отличия холодной ковки
Подобный процесс отличается от стандартных кузнечных технологий тем, во время работы материал не подогревается для достижения лучшей пластичности и податливости.
Другие отличительные черты:
Часто для холодной ковки своими руками изготавливается оборудование, потому что оно не особо сложное в производстве и доступно даже любителям, а не только для профессионалов.
Нет совершенно никакой надобности в дополнительных приспособлениях для нагревания предмета.
Органичный и даже красивый внешний вид.
Для активации оборудования зачастую приходится прибегать к помощи механическое движение. То есть, работа руками, основанная на силе и выносливости человека. Но этот аспект просто нивелировать с использованием электрического привода.

Видовое разнообразие накладывает свой отпечаток. У каждого типа есть отличительные моменты, но существуют и общие для всех.
Это:
Усиленная станина. Ведь на нее приходится основной упор во время сжатия, скручивания, изгиба далеко не самого мягкого сырья.
Приспособления почти полностью состоят из металла. Деревянных элементов не может быть по определению, такой материал просто не выдержит давления.
Стационарность. Практически не существует мобильных вариантов оборудования.

Оснащение электроприводом торсионного станка для холодной ковки
Разумеется, подключение привода привнесет массу положительных аспектов. Работы ускорится в разы. При этом одновременно возрастет и эффективность. Ведь качество полученных изделий будет лучше, отсутствие рывков и дерганий, присущих человеку, сказывается положительно. Быстрота и результативность, звучит прекрасно. Да еще и человеческий ресурс растрачивается куда меньше, не нужно применять силу, лишь нажать кнопку. Но добавление привода намного увеличивает цену приспособления, а также добавляет траты электроэнергии. Соответственно, логично применять только при производстве крупных партий, а не пары изделий.
.
Построение завитка
Для конструирования описанной выше «улитки» или типовых станков, для начала понадобится сделать шаблон.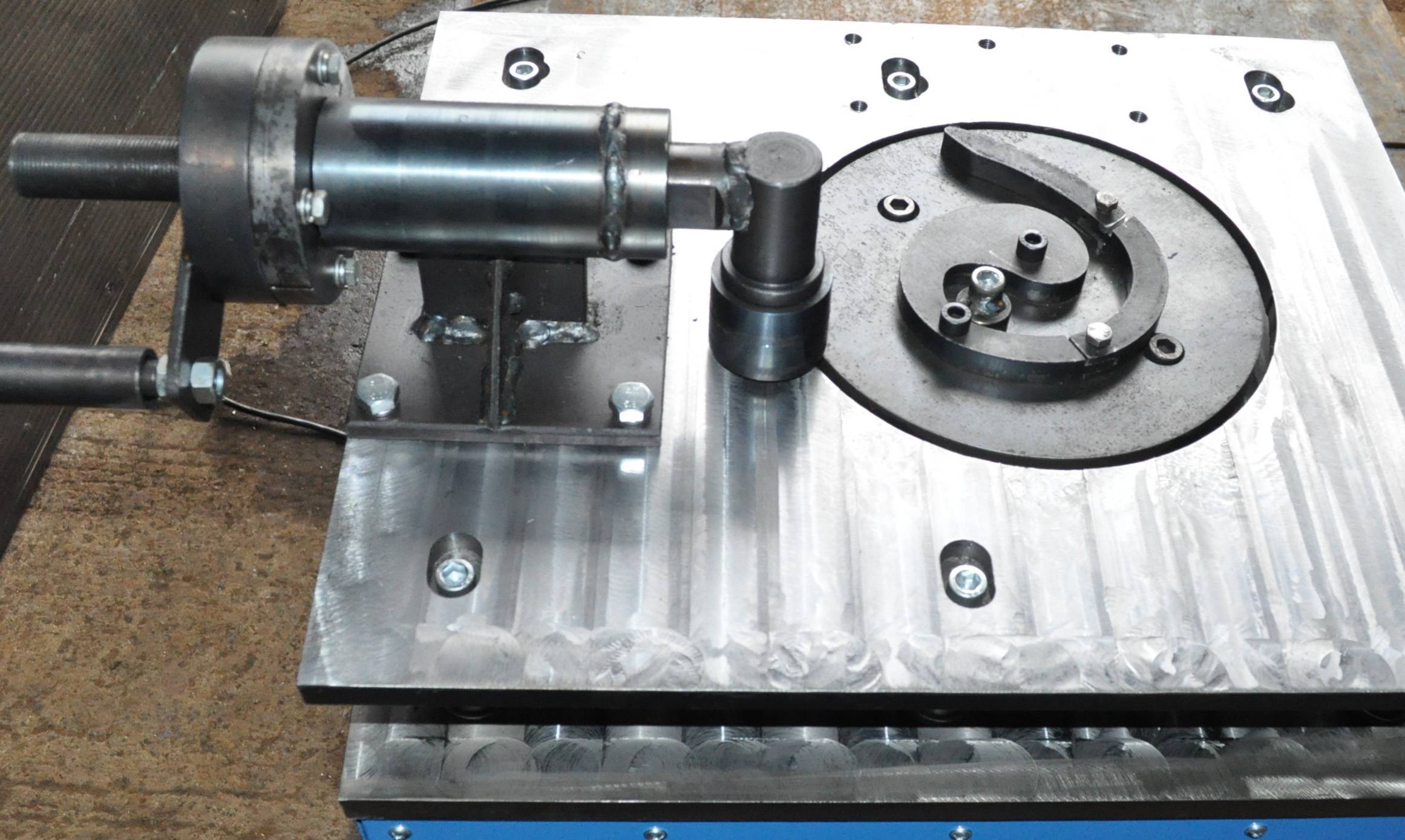 Основой может стать бумага или картон, кому как удобно. Базой будет логарифмическая спираль, на которой нужно отметить все точки поворотов. И в этих местах и создать в будущем зажимы. Чем их больше, тем легче будет идти процесс производства.
Основой может стать бумага или картон, кому как удобно. Базой будет логарифмическая спираль, на которой нужно отметить все точки поворотов. И в этих местах и создать в будущем зажимы. Чем их больше, тем легче будет идти процесс производства.
Помните, что важно точно вычислить радиус. А он, в свою очередь, возрастает по экспоненте в зависимости от количества витков.
Сооружение простейшего станка для холодной ковки своими руками: какие приспособления понадобятся
Первой задачей еще на стадии расчетов будет выявление максимально возможно количества точек крепежей. Лучше сделать больше, тогда места зацепа можно будет регулировать по своему желанию.
Также важно рассчитывать на возможность съема и замены составных частей. Причем лучше оставить место для увеличения габаритов, например, если нужно будет поставить диск на «волну» большего размера.
Постройка завитка на станке, изготовленном своими руками
Принцип для базовой «улитки» прост, каждый последующий виток должен быть по размеру и радиусу крупнее своего предыдущего собрата. Но логичнее будет заблаговременно произвести несколько типоразмерных составных частей, каждая из которых будет использоваться по ситуации.
Но логичнее будет заблаговременно произвести несколько типоразмерных составных частей, каждая из которых будет использоваться по ситуации.
Улитка с рычагом
Про этот тип лучше не говорить, а смотреть. Для наглядности мы подобрали отличные сопровождающее видео.
Торсионы
В принципе, скручивать деталь винтовым типом каждый сможет даже без специальных станочных приспособлений. Понадобится лишь сама труба, внутрь которой помещается заготовка. Если ее конец плотно зафиксировать, то скручиванием второго вы создадите идеальные витки. Все они пойдут строго с одинаковым интервалом, если стенки трубки не позволят изгибаться в произвольной форме.
Но выполнять такую процедуру «на коленке» не слишком-то комфортно. Поэтому данный вид станка позволит зафиксировать трубы разного диаметра на поверхности. А также сменит рычаг для скручивания на удобную кнопку или иной способ силоприложения.
Поэтому данный вид станка позволит зафиксировать трубы разного диаметра на поверхности. А также сменит рычаг для скручивания на удобную кнопку или иной способ силоприложения.
Об электроприводе торсиона
Мы уже указали, в каких моментах он будет необходим. А вот как это все выглядит на практике, смотрите на представленном видео.
Волна и зигзаг
Помните про гнутик? Такой прибор позволяет без проблем создавать изгибы практически с любым поворотом. Но они всегда плавные. А порой нам в обиходе нужна деталь с резким изгибом под острым углом. Или так задумано декоратором. В любом случае на наш гнутик, если вы предусмотрели это заранее, получится поставить клинья, которые вместо дисков будут изгибать предмет. И создавать обозначенные острые углы.
Сборка и устройство
Ключевой ошибкой многих конструкторов-новичков является попытка сразу крепить свое «детище» на твердые основания. Зачастую речь идет о сварке. А как известно, если что-то пошло не так, демонтаж в этом случае уже не произвести. Поэтому в качестве проверки ошибок рекомендуется при первом конструировании соединять элементы крепежами по типу болтов. Чтобы в любой момент можно было разобрать оборудование и что-то подправить. А уже после проверки вполне допустимо сажать крепежи и на сварку.
Соединение и покраска
Красить получившиеся оборудование не возбраняется на свой вкус. Но допустимо задействовать лишь те поверхности, которые напрямую не будут во время работы соприкасаться с заготовкой. Легко понять, что, в противном случае краска, мало того, что сотрется, так еще и создаст недопустимые отклонения по радиусу. Поэтому красьте на свой вкус, но только внешние части.
Купить или сделать
Вопрос лучше поставить иным образом. Вам нужна большая качественная партия эталонных деталей или просто необходимо согнуть пару-тройку труб? Кустарными методами станок с минимальными отклонениями все равно не создать. Да и в эксплуатационном сроке он проиграет заводскому. Но для выполнения периодических (это ключевой момент) работ, самодельный вариант вполне подойдет. Если для конечных деталей не требуется высочайшая точность типоразмеров. В противном случае остается лишь покупать необходимое оборудование.
Вам нужна большая качественная партия эталонных деталей или просто необходимо согнуть пару-тройку труб? Кустарными методами станок с минимальными отклонениями все равно не создать. Да и в эксплуатационном сроке он проиграет заводскому. Но для выполнения периодических (это ключевой момент) работ, самодельный вариант вполне подойдет. Если для конечных деталей не требуется высочайшая точность типоразмеров. В противном случае остается лишь покупать необходимое оборудование.
Что производится посредством методики холодной ковки
То есть, куда мы можем направить результат нашей работы. А вариантов, как показывает практика, не так уж и мало. Особенно если вы проживаете в частном доме или имеете свою дачу.
Всевозможная мебель для вашего сада. От небольших и уютных скамеек до крупных оград на террасы, состоящих из ветвистых кованых орнаментов. Разные мангалы, стулья и иное.
Ограждения всех видов.
Причем как для внешнего типа, по периметру территории, так и для внутренней чисто визуальной градации. Покрытия для беседок.
Спортивные снаряды разных видов.
Каркасные постройки для выращивания культур.
 Причем как для внешнего типа, по периметру территории, так и для внутренней чисто визуальной градации.
Причем как для внешнего типа, по периметру территории, так и для внутренней чисто визуальной градации. Как видите, если есть чертеж и инструменты, чтобы сделать универсальный кузнечный станок для холодной ковки своими руками – то возможно впоследствии обзавестись огромным количеством крайне полезных для сада, дома вещей. Как говорится, было бы желание.
Холодная ковка — особенности технологии и оборудования
Какие особенности имеет технология холодной ковки, с каким оборудованием работают мастера и как его изготовить — об этом в нашем материале.
Холодная ковка позволяет делать металлообработку различных видов проката без предварительного нагревания. Причем создаваемые изделия, за счет прессования и гибки, получаются намного прочнее, чем при использовании литья или штамповки.
Какие особенности имеет технология холодной ковки и с каким оборудованием работают мастера — об этом в нашем материале.
Зачем используют холодную ковку
Чаще всего с помощью такой технологии обрабатывают металлопрокат в виде прутка, круга, квадрата или полосы. Создаваемое оборудованием давление изгибает и прессует материал, формируя нужную конфигурацию изделия, при этом упрочняя его. Изготовленные таким способом вещи практически невозможно сломать, их срок службы, в сравнении с литьем или штамповкой, на порядок выше.
Однако, стоит учесть, что при браке или допущенных ошибках в обработке проката их исправить также невозможно или очень сложно.
Зачем применяют холодную ковку и какие изделия производят?
- Различные фигурные решетки, которые монтирую на окна и двери жилых помещений.
- Декоративные и практичные элементы фасада: козырьки, перила и другие.
- Детали ограждений: заборов, ворот, калиток.
- Элементы мебели: ножки стульев и столов.
- Детали декора: подставки под цветы, кронштейны фонарей, решетки камина, мангалы и прочие.

Все эти поделки выглядят как настоящее произведение искусства, при этом не теряя своего практического назначения и прочности.
Приемы и способы технологии
Чем отличается данная технология ковки от других способов металлообработки?
Понятно, что, в отличие от горячего способа, заготовки предварительно не разогревают до ковочной температуры. Лишь изредка может применяться частичный нагрев поверхностей в месте изгиба.
Технологически такой способ обработки металла построен на одном из физических свойств металла — пластичности. Черновые и цветные металлы, такие как сталь, медь, бронза и другие в зависимости от своего химического состава имеют способность выдерживать нагрузки на изгиб, разрыв, растяжение. Это позволяет их обрабатывать различными приемами без нагрева.
Это позволяет их обрабатывать различными приемами без нагрева.
В момент изготовления изделий материал поддается прессованию, что уплотняет структуру металла и, соответственно, делает его прочнее. Изгибание, в свою очередь, добавляет прочности изделию за счет дополнительного сжатия в точках изгиба.
Важным отличием холодной ковки от горячей является то, что нет высокотемпературного воздействия на металл и, как следствие, он не меняет своих химических свойств, а ,значит, нет необходимости проводить дополнительные операции: отпуск, отжиг или закалку.
В итоге, холодная ковка металла имеет как преимущества, так и недостатки.
| Положительные свойства | Отрицательные свойства |
|
|
 Все изделия изначально прочные.
Все изделия изначально прочные.Главный недостаток холодной металлообработки в том, что можно производить ограниченные наименования продукции.
Какими технологическими приемами обрабатывается металл холодным способом?
Приемы холодной ковки
Изделия производятся путем механических способов и приемов обработки металлических заготовок. Основные операции:
- Гибка.
- Прессование.
- Чеканка.
Изгибание металла проводят как на ручном, так и на механическом оборудовании, причем многие изделия вполне реально производить вручную с использованием простейших приспособлений. Гибка — основной технологический прием описываемого способа ковки.
Гибка — основной технологический прием описываемого способа ковки.
Прессование подразумевает использование сжимающих устройств. Прессы также могут быть ручными и механизированными.
Чеканка — это прием, с помощью которого проводится нанесение рисунка на поверхность изделий. Орнамент создается давлением на металл специальными инструментами или станками. Чаще всего такой способ «рисования» используют для создания рисунков на меди, так как она более пластичный материал.
В холодной ковке, также, как и при любой металлообработке, используют приемы резки, рубки и других общих операций, применяемых для подготовки заготовки и окончательной доводки изделий.
Технология подразумевает применение специализированного оборудования, создающего необходимые условия для производства и обработки материалов.
Оборудование для холодной ковки
Для создания различных элементов холодной ковки применяется ручной и механизированный инструмент. Причем многие детали вполне реально изготовить на простейшем оборудовании, не требующем никакой автоматизации.
Чтобы начать массовое изготовление вещей без горячей кузнечной обработки, потребуется шесть основных приспособлений: гнутик, улитка, волна, твистер, фонарик и глобус. Для чего предназначены такие инструменты и что с их помощью можно сделать?
Гнутик
Такое приспособление служит основным инструментом при изгибании деталей. Особенность в том, что можно выбрать любой угол.
В отличие от горячей обработки, где требуется шаблон и опыт работы со специальной кузнечной вилкой, на гнутике вручную эта операция намного упрощается.
Конструкция состоит из гибочного штампа и эксцентрикового привода. В свою очередь шаблон для гибки состоит из закаленных роликов, которые смонтированы на прочной раме. Такой ручной станок может дополнительно оборудоваться различными приспособлениями. Гнутик может обрабатывать прокат в виде квадрата с размерами 12×12 мм или полосу толщиной до 3 мм.
Улитка
Это ручное приспособление применяют при создании спиралей и завитков. Название улитка прибор получил из-за своей основной составной части — кондуктора, имеющего витую форму. Завитки с проката соответствующего размера такой станок способен изготовить за один подход.
Название улитка прибор получил из-за своей основной составной части — кондуктора, имеющего витую форму. Завитки с проката соответствующего размера такой станок способен изготовить за один подход.
Как и гнутик, улитка вполне свободно обрабатывает основные, использующиеся в холодной ковке, виды проката — квадрат и пруток, сечением 10-12 мм, и полосу, толщиной 3-6 мм.
Основная рабочая часть (кондуктор) состоит из кулачка, располагающегося по центру, и двух дуг (малой и большой).
При создании небольших по размеру завитков дуги демонтируют, проводя гибку на кулачке. На фото показан один из вариантов исполнения такого ручного станка.
Волна
Приспособление, служащее для создания витых, повторяющихся узоров (довольно часто можно увидеть на оконных решетках). Основа устройства — два стальных диска, диаметром 140-150 мм, закрепленных болтами на рабочем столе. Часто можно встретить «управляемую волну» — устройство с регулируемыми зазорами между дисками. Такая функция возможна за счет наличия крепежных отверстий на разном расстоянии одно от другого. Переставляя диск можно создать различный изгиб волны. Как выглядит гибочный станок такого класса показано на фото внизу.
Переставляя диск можно создать различный изгиб волны. Как выглядит гибочный станок такого класса показано на фото внизу.
Твистер
Твистер закручивает вокруг своей оси пруток или квадрат. Принцип устройства похож на вороток для горячей обработки.
Конструкция состоит из основы, на которой размещается вращающаяся головка, и ползунок, регулирующий длину изделия. Заготовку фиксируют между этими двумя частями и при помощи рукояток закручивают до требуемого предела.
Фонарик
Одно из самых сложных изделий из холодной ковки — так называемая корзинка. С первого взгляда — это сложное переплетение металлических гнутых прутков или квадратов. Для производства такой детали используется такое кузнечное оборудование для холодной обработки заготовок, как фонарик.
Техника работы оборудования схожа с твистером: на основе закреплена крутящаяся головка и ползунок. Однако, заготовка «наматывается» по спирали на вставку — вал.
В принципе, корзинку можно изготовить, используя специальную вставку на твистер, однако возможен брак, который получиться исправить, лишь нагрев металл в горне.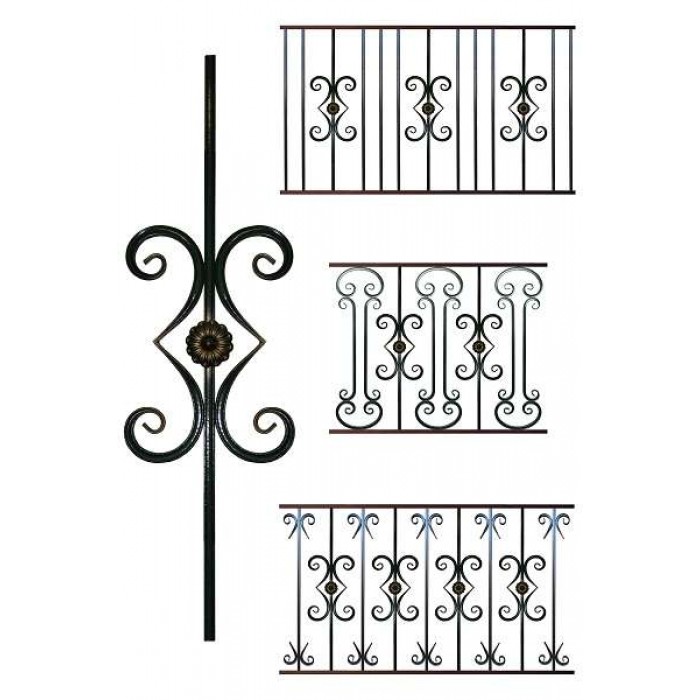 Поэтому, лучше применять фонарик, который не позволит образовываться перекосам.
Поэтому, лучше применять фонарик, который не позволит образовываться перекосам.
Глобус
Такой ручной инструмент для холодной ковки позволяет изгибать заготовку по дуге, загибая концы под востребованный угол, при этом получается объемное изделие. За что часто этот ручной станок называют объемником.
Основа устройства — шаблон в виде дуги и закаленные ролики, позволяющие двигаться ручному приводу. В зависимости от типа инструмента, он может работать с квадратным прокатом со сторонами 14×14 миллиметров, неширокой полосой до 25 мм, а также прутком.
Чаще всего глобус применяют для производства деталей «объемных» решеток, в которых отдельные элементы не лежат в одной плоскости с остальными.
С помощью этих простейших устройств, которые не требуют механизации, можно создавать настоящие произведения искусства, состоящие со всех отдельных декоративных элементов: волюты, завитков, корзинок и прочих.
Неплохим решением будет приобрести универсальный станок для холодной ковки, который позволяет совершать основные операции по металлообработке. Однако, стоимость такого оборудования будет доступна не всем мастерским.
Однако, стоимость такого оборудования будет доступна не всем мастерским.
При обустройстве мастерской можно приобрести готовое оборудование. Ручные станки для холодной ковки металла стоят относительно недорого, но можно сделать их самому.
Как сделать станки холодной ковки самостоятельно
Чтобы сделать приспособления для холодной ковки, потребуется наличие некоторого инструмента (сварочный аппарат, болгарка), а также поискать информацию об их изготовлении.
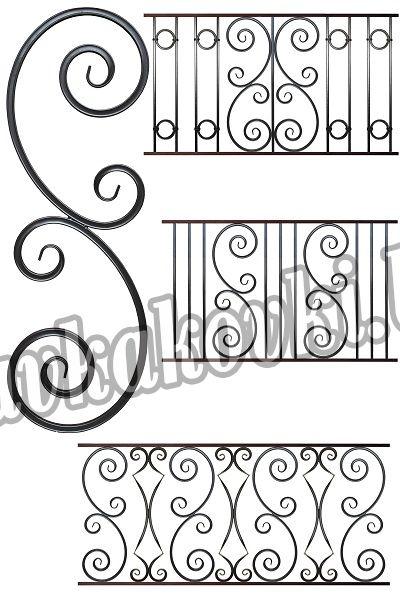
Существует множество чертежей станков для холодной ковки. Некоторые из них представлены на фото в этом разделе.
Самый простой вариант — сделать приспособление улитку для гибки металлопроката. Как ее изготовить самостоятельно, можно посмотреть на видео:
Также несложно собрать приспособление для скручивания заготовок — твистер. Главное подыскать материал и инструменты для работы.
Обзор на это приспособление показано в видео
Существуют и другие конструкции подобных устройств. Самодельные станки для холодной ковки не менее работоспособны по сравнению со своими покупными аналогами.
Самодельные станки для холодной ковки не менее работоспособны по сравнению со своими покупными аналогами.
Для ковки холодным способом также потребуется и нагревательный инструмент, так как технология предусматривает частичный разогрев некоторых зон детали для более простого изгибания или скручивания. Нарезать металл проще с отрезным стационарным кругом. Но, за неимением его, можно воспользоваться болгаркой.
Еще один немаловажный инструмент в изготовлении изделий холодным способом — шлифовальные машины. Ведь отдельные элементы декора потребуют зачистки и сглаживания поверхностей. Для этого подойдут либо ручные ленточные шлифовальные машины, либо стационарный гриндер.
Наличие различных станков для холодной ковки металла значительно ускоряет процесс производства элементов, особенно, если требуется их массовый выпуск.
Если у Вас есть опыт изготовления станков для холодной металлообработки, поделитесь им в комментариях к материалу статьи. Насколько сложно изготовить такое оборудование самостоятельно и какая функциональность такого ручного оборудования? Примите участие в обсуждениях и оставьте свои дополнения к этой статье.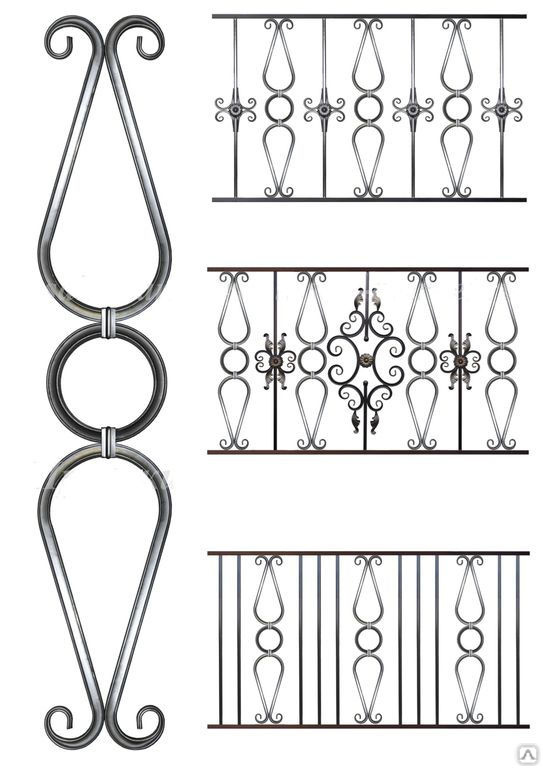
Холодная ковка металла, преимущества холодной ковки перед горячей
Как способ производства кованых изделий холодная ковка имеет много достоинств перед горячей ковкой за счет ряда факторов. Во-первых, данный вид производства кованых изделий менее затратный для изготовителя при достаточном качестве и многих достоинствах самой технологии. Во-вторых, это возможность тиражировать кованые детали, не увеличивая их себестоимости, что гарантирует стабильно умеренную стоимость готовой детали, которая зависит только от цен на исходное сырье — черновой металл в заготовках с металлургических производств: профили, трубы, прутья, квадраты.
При холодной ковке заготовки подвергаются механической обработке без предварительного нагрева. При горячей ковке необходим нагрев стали до высоких температур, когда металл становится эластичным и податливым для придания ему необходимой, согласно чертежам и эскизам, формы. В некоторых редких случаях нагрев металла применяется, но заготовки нагреваются лишь в местах стыков и швов для сглаживания шероховатостей.
Существует несколько разновидностей холодной ковки металла, применяемых для изготовления различных элементов художественной ковки:
Вальцовка — применяется для придания декоративной формы профильным трубам, пруткам и полосам, квадратам при помощи сменных валов на станках. Вальцовка производится на точно настроенных станках и имеет довольно высокую пропускную производительность в пересчете метр готовой художественной ковки за единицу времени.
Штамповка — это еще один вид холодной ковки, при котором производится работа над листовым металлом путем его деформации специально настроенными формами пресса для придания изделию объема и заданной формы.
В целом, это направление дает массу возможностей для реализации дизайнерских идей – в процессе работы над изделиями предоставляется возможность изгибать или вырезать детали по трафарету, что значительно облегчает процесс изготовления большой партии кованых изделий, тем самым, сокращает стоимость готового изделия. При изготовлении деталей мы используем сталь различных марок с низким содержанием углерода (до 0,22%). В ее состав для улучшения свойств могут вводиться фосфор, медь, мышьяк, никель и другие примеси.
При изготовлении деталей мы используем сталь различных марок с низким содержанием углерода (до 0,22%). В ее состав для улучшения свойств могут вводиться фосфор, медь, мышьяк, никель и другие примеси.
Уже более 40 лет корпорация IND.I.A. поставляет на мировой рынок свои изделия, среди которых присутствует горячая и холодная ковка металла – и более 10 лет снабжает качественной итальянской ковкой российских рынок. ООО «АРТЕФЕРРО-РУССИА» является единственным официальным представителем компании на российском рынке. Кованые элементы и их подробное описания вы можете посмотреть в нашем интернет-магазине: www.arteferro.ru/shop
Станок для холодной ковки своими руками + чертежи
Очень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом. Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность. Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.
Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.
Станок для ходолной ковки своими руками
Содержание статьи:
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом. По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
| Устройство | Краткое описание |
| Твистер | При помощи такого устройства происходит закручивание металла, формирование спиралей и завитков, имеющих узкую сердцевину. |
| Станки торсионного типа | При помощи такого станка происходит закручивание прутов винтового типа, а также возможно изготовление спиралей большой величины и филаментов (корзинок, фонариков и луковиц). |
| Инерционно-штамповочные станки | Предназначаются для того, чтобы изготавливать соединительные части меду декоративными составляющими, делать узорные наконечники и различный мелкий рисунок и рельеф. |
| Станки для гибки | Существует несколько разновидностей таких станков: нажимного, протяжного и комбинированного типов. Первая разновидность нужна для того, чтобы получать волнообразные изгибы или зигзагообразно изогнуть прут. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. |
Справка: очень часто в некоторых источниках можно встретить название станков, предназначенных для кручения также как и для станков, которые делают навивку — твистеры. Однако это не совсем верно, станки, которые закручивают металл – это станки торсионного типа.
Видео по изготовлению станока для холодной ковки своими руками.
Отличия холодной ковки
Существует такое понятие как «штамповка», которое иногда путают с холодным типом ковки. Сама же холодная ковка имеет 2 принципа, по которому может происходить этот процесс. В таблице указаны различия процессов.
| Процесс | Описание |
| Штамповка | Процесс штамповки можно описать как выдавливание определенных фигур при помощи пуансона, который работает при высоком уровне давления. Примером процесса штамповки служит алюминиевая банка. Нагрев металла при этом не используется. Возможность применить такую технологию дома вряд ли возможно, поскольку невозможно создать для этого необходимые условия. Примером процесса штамповки служит алюминиевая банка. Нагрев металла при этом не используется. Возможность применить такую технологию дома вряд ли возможно, поскольку невозможно создать для этого необходимые условия. |
| Холодный тип ковки (наклепывание) | Такая разновидность холодной ковки, по сути, есть наклеп, а именно проводится в процессе определенное число ударов очень большой силы, что позволяет структуре металл изменяться и становиться необходимых параметров по размеру и форме. Такая манипуляция проводится при помощи молота, который также можно соорудить своими руками. |
| Холодный тип ковки (гнутье) | Иная разновидность – это гнутье. При такой технологии металл по структуре остается прежний, не меняя своих характеристик. Этот тип ковки возможен для использования дома, для него лишь нужно заняться созданием станка для холодной ковки своими руками. |
Ковкой холодного типа, которая проводится по принципу гнутья заниматься довольно просто, особенно если имеется специальное оборудование стационарного типа, которое облегчает существенно процесс. Преимуществом такой разновидности является и то, что собрать практически любой станок для холодной ковки своими руками можно без больших затрат на это.
Преимуществом такой разновидности является и то, что собрать практически любой станок для холодной ковки своими руками можно без больших затрат на это.
Видео обзор ручного станка для ковки металла
Устройство станков для ковки по холодному типу
Каждое приспособление для того, чтобы можно было заниматься холодной ковкой, имеет свои особенности и параметры. Чтобы беспрепятственно можно было сделать станок для холодной ковки своими руками, необходимо разобраться, что представляет собой каждый из них.
| Станок | Устройство | |
| Гибочные станки | Конструция этого устройсвта такова, что при помощи изменения роликов и клиньев меняется размер волн и изгибов. Им возможно изгибать прутья до 16 мм. Единственный нюанс этого устройства- его нельзя сделать самостоятельно, потому как требуется обрабатывать и вытачивать много деталей точного размера. Стоимость такого приспособления невелика. Единственный нюанс этого устройства- его нельзя сделать самостоятельно, потому как требуется обрабатывать и вытачивать много деталей точного размера. Стоимость такого приспособления невелика. | |
| Твистер | Работает агрегат благодаря оснащению его специальным шаблоном, к которому придавливается обрабатываемый кусок металла. Давление при этом должно быть очень большим, поэтому те, кто работают на твистере, должны обладать достаточной силой для этого. Кроме этого, сохранность самого шаблона обеспечена наличием упорного рога (концевого). Что касается серединного рога, который иначе назван обводящим, то его следует делать таким образом, чтобы он мог менять свое положение и быть в нем зафиксирован. От этого зависит эффективность работы, особенно для тех, кто приступает к процессу впервые. | |
| Основание с проставками | Такой агрегат позволит сделать узоры абсолютно любых вариаций. Сама по себе конструкция очень проста и представляет собой пластину из прочного и надежного материала, в которую вкручены проставки на определенном расстоянии. Для таких целей можно использовать болты с размерами от м8 до м24. Толщина металла при этом зависит только от мастерства того, кто работает на станке. В основном такое приспособление хорошо подходит для металла с толщиной 6 мм. Сама по себе конструкция очень проста и представляет собой пластину из прочного и надежного материала, в которую вкручены проставки на определенном расстоянии. Для таких целей можно использовать болты с размерами от м8 до м24. Толщина металла при этом зависит только от мастерства того, кто работает на станке. В основном такое приспособление хорошо подходит для металла с толщиной 6 мм. | |
| Улитки Станок-твистер | С воротом | Такая установка представляет собой пластину-основу, на которой находится специальный виток. Такой виток используется в качестве шаблона для будущего изделия. Особенность станка в том, что «улитка»-шаблон разделена на несколько частей, которые закреплены между собой при помощи специальных соединительных элементов, что позволяет во время работы шаблону варьировать по форме, чем и создаются различного рода волны и изгибы. Минусы в такой конструкции тоже есть, поскольку для того, чтобы изготовить такой станок для холодной ковки своими руками необходимо подбирать очень прочный материал, которой не согнется со временем.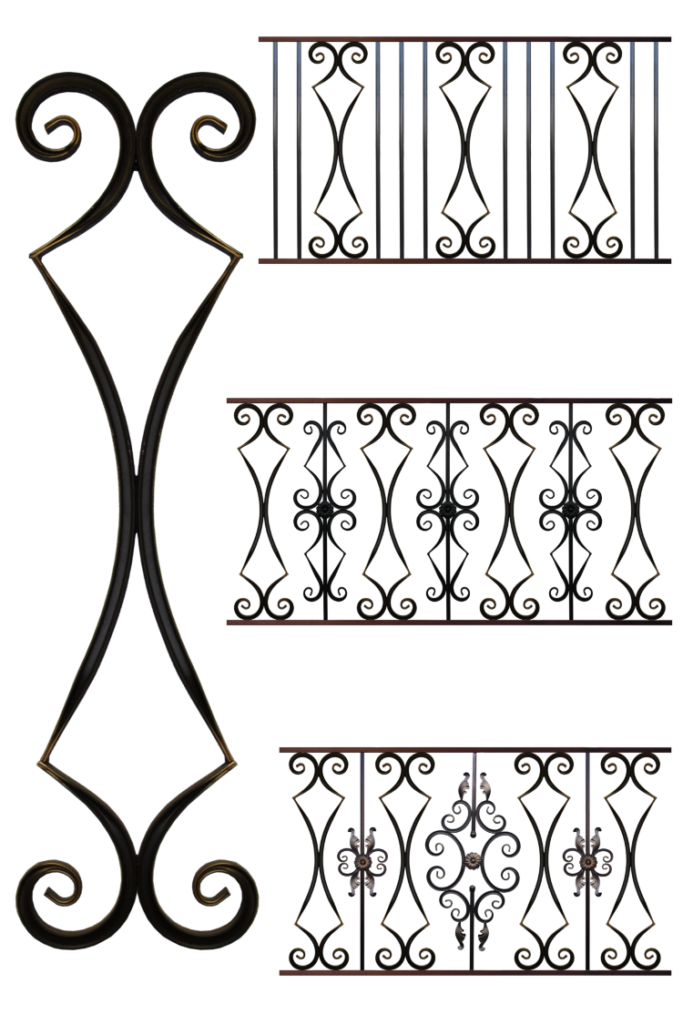 Также продумывать соединительные петли, которые достаточно уязвимы, учитывая величину силы, с которой происходит весь процесс сгибания металла. Также продумывать соединительные петли, которые достаточно уязвимы, учитывая величину силы, с которой происходит весь процесс сгибания металла. |
| Рычажного типа | В таком типе станка «улитка» шаблон прикреплен очень прочно к основанию. Производительность у него за счет такого факта меньше, однако, надежность больше. при помощи специального рычага осуществляется прижим металлической пластины к шаблону, одновременно в процессе необходимо перемещать передвижной ролик. Чтобы сделать такой станок для холодной ковки своими руками можно использовать стальной материал, который отличен свей прочностью, а ролик можно выполнить из обычного роликового подшипника. В целом конструкция схожа с трубогибом. | |
| Торсионный станок | Такое устройство хорошо поможет в винтовом скручивании прутьев. Такой станок делается из основы цилиндрической формы из металла и двух крепежных и одновременно скручивающихся элементов. Желательно оснастить такую конструкцию специальной парой лап, которые не будут давать обрабатываемому металлу гнуться не так как необходимо. Принцип работы на станке таков, что прут помещается в удерживающие его элементы, с одного конца зажимается, а с другого конца с помощью вращающегося шпинделя закручивается до нужного размера винтовой волны. Желательно оснастить такую конструкцию специальной парой лап, которые не будут давать обрабатываемому металлу гнуться не так как необходимо. Принцип работы на станке таков, что прут помещается в удерживающие его элементы, с одного конца зажимается, а с другого конца с помощью вращающегося шпинделя закручивается до нужного размера винтовой волны. | |
Оснащение электроприводом торсионного станка для холодной ковки
Для того, чтобы повысить не только эффективность работы на агрегате для холодной ковки, закручивая в винтовую волну прутья, но и увеличить скорость, а также обеспечить стабильность и не подвергаться переутомлению, можно установить привод электрического типа.
Работая вручную достаточно непросто сделать все элементы декорирования из металлических прутьев одинаковыми, поскольку равномерность вращательного момента при такой ситуации будет сильно варьировать. Для того чтобы избежать ошибок при изготовлении изделий можно воспользоваться:
- полуосью от автомобиля, которая установлена на ведущем мосту;
- также понадобится зубчатая пара дифференциала;
- для защиты стоит воспользоваться кожухом.
Из перечисленных приспособлений можно соорудить электрический привод к торсионному станку. Такой двигатель лучше чтобы не превышал показатели мощности в 900 об/мин и 3 кВт.
Построение завитка для станка своими руками
Прежде чем приступать к созданию станка для холодной ковки своими руками необходимо уметь рассчитывать параметры шаблонной спирали, потому как специальных программ для таких целей практически нет. Такой шаблон должен быть не только грамотен со стороны технической, но еще и иметь привлекательный вид.
В основе расчетов такого шаблона положена логарифмическая спираль. Некоторые нюансы при построении можно выделить в следующий список:
- начало построения берется в точке R0;
- радиус поворота будет равен фиксированному углу;
- показатель длины такого угла должен быть умножен на расхождение витка;
- расхождение в стандартном варианте в основном берется равное 1,2;
- для простоты расчетов, а также сохранения точности угол изгиба лучше всего брать угол в 45 градусов;
- если есть необходимость построить шаблон, который будет иметь более плотную спирать, то следует прибавлять к величине радиуса 8ую часть (s) единичного расстояния от спирали;
- что касается r0, то он должен быть равен по величине поперечного сечения размера диаметра, которым обладает заготовка для спирали.

Важно: r0 может принимать любое значение, все зависит от того, каких характеристик для заготовки металл используется, а именно от его плотности.
Учитывая все нюансы можно приступать к изготовлению «улитки»-шаблона, для этого лучше всего уметь решать уравнения, имеющие кубическую степень и выше. Точной формулы для расчетов такого устройства не имеется, но то, которое позволяет добиться оптимального результата, есть. Последовательность при построении спирального шаблона может быть такой:
- первостепенно определяется начальная точка r0;
- витки, которыми будет обладать шаблон, берутся произвольно, их количество может быть любым;
- используя табличные данные, следует произвести расчет поперечника (b), при этом следить за тем, чтобы он был меньшим по ширине в проеме под шаблон;
- пользуясь формулой, проводится расчет радиуса R;
- последний шаг – это перенос всех полученных точек в соответствии с масштабом, после чего можно приступать непосредственно к построению. В процессе допустим подгонять пользуясь аналогичной формулой радиус R в окончательном варианте.
 В процессе допустим подгонять пользуясь аналогичной формулой радиус R в окончательном варианте.
В процессе допустим подгонять пользуясь аналогичной формулой радиус R в окончательном варианте.Справка: если появится необходимость провести расчеты промежуточных значений, то делается это в соответствии с геометрической пропорцией.
Сооружение станка для холодной ковки
При составлении чертежа для дальнейшего создания шаблона для станка лучше всего позаботиться о том, чтобы он имел максимальное количество различных вариаций касаемо изгибов и волн. Имея такие заготовки можно создать станок для холодной ковки с множеством сменных насадок, что будет давать возможность изготавливать различные узоры и вензеля.
Последовательность действий при создании устройства:
- Изначально понадобиться металлическое полотно, размер которого будет зависеть от количества узоров, размещаемых на нем. Размещать сами шаблоны следует таким образом, чтобы было место для изготовления изделий, потому как в процессе материал с насадок может смещаться из-за нехватки места. Также при недостаточном удалении друг от друга шаблонов, могут возникнуть осложнения в работе.
- Что касается самих вариаций шаблонов, то они могут быть как простыми, так и содержать не один поворот вензеля. Можно сделать подобную улитку лемешного типа и продумать конструкцию изгибов в разобранном и собранном состоянии. При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.
- Смену насадок можно обеспечить, сделав прорезь прямоугольной формы, в нее можно будет вставлять сменные шаблоны для ковки. Прикреплены они все должны быть к металлическим пластинам, имеющим форму прямоугольника. Крепление таких насадок обеспечено будет при помощи болтов.
 Также при недостаточном удалении друг от друга шаблонов, могут возникнуть осложнения в работе.
Также при недостаточном удалении друг от друга шаблонов, могут возникнуть осложнения в работе.Видео инструкция
Сборка устройства
Такой вариант станка используется для примера по причине его простоты. Зная основные принципы и последовательность конструирования оборудования, его можно модернизировать по своему желанию. Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
- дрелью с твердосплавным типом сверл;
- аппаратом для сварки;
- пилой, разрезающей металл, либо ножовкой;
- металлическим полотном выбранного размера;
- круглой трубой из металла;
- прутом металлическим;
- разной величины подшипниками;
- болтами размером м8.
Чтобы собрать станок для холодной ковки своими руками необходимо воспользоваться проверенной последовательностью действий:
- Изначально необходимо собрать стойку, которая будет служить опорой. Для этого все ее составляющие (отрезы трубы одинакового размера и сочленения между ними с верхнего и нижнего краев) необходимо соединить в единое целое. Конструкция по внешнему виду может напомнить табуретку. Соединение проводить при помощи аппарата для сварки, а нарезаются отрезки пилой.
- Следующим шагом является нарезка листов из металла. Должны получиться круги равных диаметров и четыре треугольника, имеющих равные стороны. Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
- Четыре планки, которые расположены горизонтально необходимо присоединить к кругу с уже приваренным элементом. Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
- Следующий шаг – сооружение рукояти. Чтобы это сделать нужно воспользоваться двумя прутьями различной длины. Определить их размеры можно, соотнеся их с диаметром круга. Один прут должен быть соизмерим с диаметром, другой немного превышать его размер. Сгибая первый прут, следует соблюдать угол в 30 градусов при этом. Оба прута после этого приварить друг к другу, после чего в нижнюю часть вварить еще один прут. Также должна быть перемычка между первыми двумя отрезками, к которой присоединяется сваркой рычаг, который должен сохранять направление в сторону сооружения из прутьев.
- Подшипник для будущей вариабельности направлений в устройстве необходимо прикрепить к концу присоединенного рычага, а также к отрезку, находящемуся внизу конструкции. Верхний отрез служит креплением для катушки из металла, устанавливать которую необходимо горизонтально – она дает возможность загибать металл. С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
- Последнее действие в алгоритме действий при сооружении станка для холодной ковки своими руками будет соединение сконструированной рукояти с частью устройства похожей на «пирамиду». Фиксация этих элементов после одевания рукояти производится гайкой широкого диаметра, к которой предварительно необходимо приварить металлический круг, который позволит крепить сам шаблон для станка. Далее «улитка»-шаблон присоединяется сваркой.
 Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
Заключение
Кто решил всерьез заняться ковкой и сделать станок для холодной ковки своими руками, следует быть очень скрупулезными на этапе создания чертежей и расчетов. В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.
В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.
холодная ковка, операции и правила
Автор perminoviv На чтение 6 мин Просмотров 16 Опубликовано
Обработка металла – древняя специальность, которая по сегодняшний день не останавливается в развитии. Появлялись новые материалы, изменились инструменты, изобретались приспособления, облегчающие работу мастера. Однако основы ковки металла остались неизменны.
Если говорить простыми словами, то ковка предполагает изменение формы металла. В зависимости от вида материала существуют разные принципы работы кузнеца. Например, для воздействия на железо необходимо его нагреть до 800 градусов, а температура ковки алюминия составляет 400 градусов.
Цветные металлы можно ковать, применяя метод холодной ковки металла. Их структура характеризуется мягкостью, поэтому работать с такими материалами можно без их предварительного нагрева.
Их структура характеризуется мягкостью, поэтому работать с такими материалами можно без их предварительного нагрева.
При работе с металлами специалисты используют некоторые технологические приемы, без которых невозможно сделать качественное изделие:
- Вытяжка – метод, при котором заготовка проковывается по всех длине (периодически переворачивается). Эти действия необходимы для увеличения длины детали. Также при художественной ковке вытяжку используют для расплющивания краев декоративных элементов.
- Осадка проводится, когда мастеру необходимо уменьшить длину заготовки. Достигается это путем нанесение ударов по торцам будущего изделия.
- Свивка – процесс скручивания детали. Для этого заготовка закрепляется в тисках, а само действие производится при помощи специального инструмента, называемого вороток.
- Рубка предполагает разделение заготовки. В основном в таком процессе применяются молот и зубило.
- Гнутье – процесс придания прямым деталям изогнутости посредством деформации металла.
- Прошивка делается для получения в будущем изделии отверстий различного типа. Используемый инструмент, так и называется – прошивень.
- Выглаживание – прием устранения дефектов либо нанесения на заготовку различных граней.

Также при художественной ковке используют специальные приемы для нанесения узоров либо применяют разнообразные типы сборки (клепка, сварка и другие).
В художественной ковке используются такие разновидности металлов:
- Железо – металл серебряного оттенка с небольшим отливом, который часто встречается как материал для кованых изделий. Самый пластичный материал. Температура его плавления – 1539 С, а точка кипения достигает 3200 С.
Железо – часто используется как материал для ковки. «Клешами» удобно брать горячий металл.
В производстве принято пользоваться разными сплавами, поскольку найти в чистом виде железо — задача непростая.
- Самый распространенный сплав железа – чугун. Этот металл не поддается ковке. При работе с ним используется метод литья.
- Сталь – сплав железа и углерода, не превышающий 2%. Сталь при воздействии высоких температур быстро поддается деформированию и числится как самый популярный металл, пригодный ковке.
- Алюминий – материал серебристого оттенка, легче чем железо. Температура плавления достигает 660 С, а кипения – 2500 С. Он пластичный и легко протягивается в проволоку.
- Медь – мягкий металл, часто используемый для холодной ковки. Температура плавления — 1083 С.
- Бронза – сплав олова и меди. Достаточно устойчива к коррозии и используется в художественной ковке.
- Мельхиор – сплав меди и никеля. Очень ковкий металл, отличающийся стойкостью к различному роду внешних действий. Широко применяется в ювелирной работе.
 При работе с ним используется метод литья.
При работе с ним используется метод литья.Чтобы узнать, какие металлы самые ковкие, следует определиться с самим понятием «ковкость».
Ковкость – способность металлов и сплавов к обработке и ковке. Такое значение тесно связано с пластичностью и способностью к деформации.
Бесспорно, самый ковкий металл – золото, которое отличается мягкостью и делает его вполне удобным для ковки. Считается, что одного грамма этого металла хватает для того, чтоб создать тонкую проволоку длиной больше чем 3 км.
Золотые или позолоченные вставки – это эффектное дополнение в металлическое изделие.
Этот металл характеризуется высокой проводимостью тепла. Его температура плавления – 1064 С, а кипения – 2856 С.
Не стоит забывать, что и другие часто используемые материалы в кузнечном ремесле: алюминий, медь, чугун, — также считаются легко поддающимися ковке.
Оптимальные металлы для холодной ковки
Для человека, который связан с кузнечным делом, нужно знать, какой металл подходит для холодной ковки.
Действительно, красиво смотрятся ворота или заборы с кованым орнаментом, окна или двери с красиво выполненными металлическими решетками, а также декоративные изделия в доме. Такие детали обычно делаются методом холодной ковки, при котором металл для соединения не нагревают.
Так какой же металл используют для холодной ковки?
Все очень просто.
Как правило, используются металлы с заниженным уровнем углевода, с возможными примесями фосфора, меди или никеля.
Сырьем выступает железо или мягкая сталь, которые с легкостью могут быть «склеены» при помощи сварочного аппарата.
Учитывая, что метод холодной ковки достаточно распространён сегодня, то многие начали делать изделия этим способом в домашних условиях. Таким образом, с первого взгляда, получаются обыденные вещи, однако если присмотреться – это будет оригинальное и неповторимое изделие.
Рано или поздно, человек, который занимается кузнечным делом – покупает специальное оборудование для своей мастерской.
В печи самое лучшее разогревать металл до нужной температуры.
Обычно начинают с малого и устанавливают наковальню и молоток, чтобы проводить основные операции ковки металлов. Можно иметь в своем арсенале также болгарку, клещи для придерживания разогретого металла.
В большой мастерской лучше всего установить горн для нагревания металла или же муфельную печь.
В таких приспособлениях легко и быстро нагревать материал до необходимой температуры.
Если же вы занимаетесь исключительно холодной ковкой, то такое приспособления можно и не устанавливать.
Как и у любого кузнеца, у вас должны быть базовые инструменты:
- «Улитка». При ее помощи создаются спиралеобразные уникальные изделия. Недостатком такого инструмента является то, что завитки можно создавать только если деталь не более чем 12 мм.
- «Фонарик». Инструмент, с помощью которого делаются переплетенные композиции для прутов диаметром до 30 мм.
- «Гнутик». Основной инструмент для ковки, с помощью которого сгибается металл.
- «Волна». Помогает создавать волнообразные предметы.
- «Твистер» используется для перекручивания деталей вдоль оси. Инструмент с виду похож на «фонарик».
Гнутик – один из неотъемлемых инструментов кузнеца.
Также вам могут пригодиться:
- фрезерный станок,
- пульверизатор для покраски изделий,
- токарный станок,
- сварочный аппарат
Оборудование для холодной ковки
Чтобы заниматься холодной ковкой металла достаточно приобрести ручной инструмент и сварочный аппарат.
Также можно обзавестись такими инструментами как:
- «Гнутик»,
- «Улитка»,
- «Фонарик»,
- «Волна»,
- «Твистер».
Немаловажным преимуществом холодной ковки является тот факт, что для создания изделий не нужно прилагать больших физических усилий. Также, работа этим способом не занимает много места.
Кузнецу-новичку, важно помнить, что следует соблюдать все правила ковки металлов, оборудовать нужным образом свою мастерскую и владеть знаниями базовые техники – ключ к успеху профессионала.
Станок для холодной художественной ковки своими руками: чертеж, инструкция и видео
Самодельный станок для холодной ковки может пригодиться, если вам нравиться мастерить и вы не прочь сделать своими руками что-то красивое для загородной усадьбы, домашнего интерьера, для подарков близким и родным людям или просто для души.
Величественный внешний вид изделий, сделанных способом ковки, манит изящными линиями и завораживает взоры. Издревле, во всех лучших домах, можно было непременно увидеть такие украшения, как металлические ажурные завитушки. Да и сегодня, когда разработано огромное количество всевозможных материалов и технологий, кованые изделия не потеряли своей актуальности.
Изделия, изготовленные с помощью ковки, используются в дизайне наряду со стеклянными, пластиковыми и иными элементами декора. Ковка металла происходит холодным или горячим способом. Для выполнения процесса горячей ковки нужно выполнить множество особых условий, потому ей очень сложно заниматься в домашних условиях. Более доступным способом является художественная холодная ковка. Научиться ей намного проще, а при желании можно сделать самодельные станки для холодной ковки своими руками.
Процесс холодной ковки
При холодном варианте ковки потребуется два основных процесса:
Чтобы провести данные мероприятия, не нужно сообщать металлу какую-то температуру.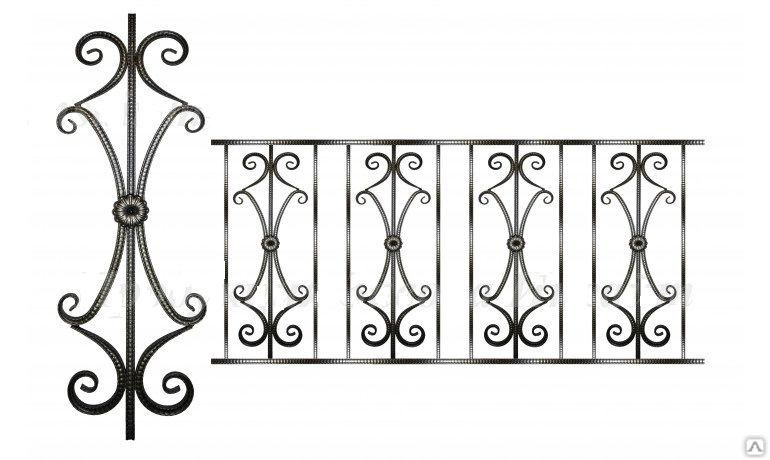 Но определенная термообработка все-таки должна происходить между этапами работ.
Но определенная термообработка все-таки должна происходить между этапами работ.
Необязательно иметь в своем распоряжении полноценные станки для художественной ковки, часто любители изготавливают инструменты своими руками. С помощью самодельного оборудования можно придавать заготовкам всевозможные причудливые формы. Нужно только обзавестись определенными навыками работы. Поэтому готовьтесь к тому, что для того, чтобы согнуть требуемую фигуру, будут необходимы чертежи и немалые усилия. Выполнение работ возможно только с использованием сырья необходимой толщины.
Изделия, которые получаются с помощью самодельного станка для холодной ковки, намного крепче тех, которые выполняются или отливаются с помощью штамповки. Так происходит за счет того, что металлические прутья, которые проходят через оснастку, прессуются вместе с приданием им необходимой формы. При этом способе ковки нужно не допускать ошибок, так как они практически не исправляемы. С приобретением навыков вы сможете создавать своими руками привлекательные и замечательные изделия.
С помощью самодельного станка для холодной ковки, можно изготавливать такие изделия, как:
- элементы вроде балконных козырьков, поручней для лестницы;
- решетки на окна;
- ограды и заборы;
- мебель для дома – столы, стулья, кровати;
- элементы, которые используются в дизайне дома: обрешетки каминов, треноги для цветов.
Во время горячей ковки мастеру необходимо не только отдельное помещение, но и оборудование для кузнечного дела, а также специальные условия. При холодном способе нет необходимости предварительно разогревать заготовку, а непосредственно процесс выходит намного экономичней.
При обработке большой партии однотипных изделий своими руками все можно сделать при помощи трафаретов и чертежа. Так удается значительно уменьшить трудозатраты и сократить время изготовления. Иногда детали необходимо нагреть, прогревание делают на участках стыков, чтобы не было кривизны. Новичкам рекомендуется перед выполнением работ тщательно продумать план изготовления, нелишним будет видео урок и выполнить чертеж будущего изделия.
Инструменты и оборудование
Ручной станок для выполнения холодной ковки включает ряд элементов. Необходимые приспособления, которые понадобятся для работы:
- твистер;
- улитка;
- гнутик;
- волна;
- глобус;
- фонарик.
Многие названия покажутся забавными, но это довольно удобные для самодельного использования приспособления.
Главным инструментом для работы будет гнутик, который используется для изменения формы металла. Его функция — изгиб детали под необходимым углом или изгиб дуг с различным радиусом.
Улитка используется, как правило, для свивания в спирали стальных прутов. Это оснастка для сгибания прутков, полос, трубок, квадратов и профилей до формы спирали, изделий с различными формами и радиусом. Во время использования этого инструмента можно не ограничивать в радиусе создаваемую спираль и сделать ту величину, которая требуется.
Инструмент «фонарик» необходим для сгибания металлических деталей. С помощью него обрабатывают металлические прутки, сечение которых менее 30 мм, или квадратные профили сечением менее 16 мм.
При помощи такого устройства, как волна, делают волнообразно выгнутые элементы. Применяют его и для обработки труб, которые имеют шестигранное или круглое сечение.
Твистер похож чем-то на фонарик. При помощи этих двух инструментов можно выкручивать прутья вокруг оси.
С помощью глобуса можно выполнить большую дугу из профильного прута толщиной до 12 мм. Причем концы заготовки также плавно сгибаются.
Этот инструмент для холодной ковки абсолютно не сложный, поэтому зачастую можно увидеть и самодельный. Заводскому он почти ни в чем не уступает.
Станки для ковки
Зачастую при работе, сделать станки для холодной ковки своими руками представляется гораздо целесообразней. Так как не каждый элемент можно полноценно обработать с помощью лишь ручного оборудования для ковки. Да и цена этого оборудования довольно большая, даже когда речь идет о простейшем станке улитке.
Так как не каждый элемент можно полноценно обработать с помощью лишь ручного оборудования для ковки. Да и цена этого оборудования довольно большая, даже когда речь идет о простейшем станке улитке.
Если домашний умелец сделает какое-то изделие на самостоятельно изготовленном кондукторе, то вещь будет уникальной, хотя по некоторым параметрам и будет уступать той, которая сделана в заводских условиях. Если планируется делать большое количество деталей с помощью холодной ковки, то лучше всего сделать кондуктор с электромотором. Так вы облегчите себе рабочий процесс.
Полезным будет предусмотреть изготовление на станке основных видов работ – вытяжки, гибки и закручиваний. Эти устройства можно объединить во время создания кондуктора своими руками.
Во время вытяжки изделию придается определенная форма. Для чего ее нужно пропустить через валики или пресс, причем сечение исходного сырья уменьшится.
Процесс гибки состоит в том, что деталь гнут под требуемым углом. Выполнить эту операцию можно с помощью шаблонов. Они делаются таким образом: подготавливается чертеж изделия, по которому после делается шаблон. На стальную пластину приварите завитушку, после этот лист крепится на станке в держателе. Окончание заготовки устанавливают в прорезь, второй конец фиксируется. С помощью рычага происходит воздействие на один конец изделия, которое нужно протащить по всем изгибам пластины, используемой в роли шаблона.
Выполнить эту операцию можно с помощью шаблонов. Они делаются таким образом: подготавливается чертеж изделия, по которому после делается шаблон. На стальную пластину приварите завитушку, после этот лист крепится на станке в держателе. Окончание заготовки устанавливают в прорезь, второй конец фиксируется. С помощью рычага происходит воздействие на один конец изделия, которое нужно протащить по всем изгибам пластины, используемой в роли шаблона.
Делая шаблон, сварочный шов нужно проводить с внешней стороны, иначе он будет мешать при дальнейшей эксплуатации изделия.
Часто мастера сами собирают простые устройства, с помощью которых можно изготавливать довольно оригинальные изделия. Тут все зависит от опыта мастера. Рассмотрим одну из таких самодельных моделей, чтобы понять сам принцип.
Станок «Улитка» для ковки своими руками
С помощью этого станка домашние мастера выполняют всевозможные кольца и спирали, завитушки, волны. Чтобы сделать этого рода станок, нужно действовать согласно чертежам и технологии, которая включает в себя ряд этапов.
Чтобы сделать этого рода станок, нужно действовать согласно чертежам и технологии, которая включает в себя ряд этапов.
Прежде чем делать любые приспособления, ручные инструменты или станки для художественной ковки, требуется выполнение графических изображений, шаблонов, эскизов, чертежей будущего приспособления.
Чтобы более точно получилась разметка, лучше всего пользоваться миллиметровой бумагой. Нарисуйте на ней спираль, у которой постепенно увеличивается радиус витков. Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Также учитывайте и то, какие будут заготовки, с которым нужно работать. Дистанцию между витками нужно сделать так, чтобы она немного превышала диаметр металлических прутьев, иначе сложно будет доставать из станка готовое изделие.
Для рабочей поверхности будет необходимо листовое железо. Толщина в четыре миллиметра вполне хватит. Определение размеров происходит на основании габаритов необходимых деталей. Чтобы сделать форму, потребуется листовой металл в виде полос толщиной три миллиметра. С этим материалом можно работать с помощью ручных инструментов. Его просто выгибают по шаблону в спираль с помощью плоскогубцев.
Определение размеров происходит на основании габаритов необходимых деталей. Чтобы сделать форму, потребуется листовой металл в виде полос толщиной три миллиметра. С этим материалом можно работать с помощью ручных инструментов. Его просто выгибают по шаблону в спираль с помощью плоскогубцев.
Чтобы создать полноценный процесс работы, необходимо сделать надежную фиксацию одного конца изделия. Тут понадобится кусок прута, который равен ширине полос. Для фиксации рабочей площадки потребуется верстак. Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию, так как при холодной ковке усилия прилагаются довольно большие.
Сборка станка
Чтобы сделать любой станок для холодной ковки, существует множество вариантов. Можно его изготовить разборным, монолитным или сплошным. При монолитной конструкции устройство целиком или части «Улитки» привариваются к площадке.
По длине конструкции можно приварить небольшие кусочки прутков с расстоянием 5-6 см, в рабочей площадке для них нужно сделать специальные отверстия. Не забывайте тщательно крепить концы изделий, которые будете выгибать.
Холодная ковка является особенно популярной среди начинающих в кузнечном деле. Для изготовления изделий этим способом не нужно ни хорошо оборудованной мастерской (можно обойтись гаражом или сараем), ни обладания большим опытом, не нужны особые знания о поведении металлов. Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
Оцените статью: Поделитесь с друзьями!
Что такое холодная ковка | Ручная холодная ковка металла
Холодная ковка – это изготовление изделий, в процессе которого металл не нагревается. Нужные формы получаются в результате исключительно механической обработки.
Этот вид обработки позволяет полностью автоматизировать работу. Он менее трудоемкий и при этом более экономичный. Технологический процесс состоит из последовательного ряда операций, для выполнения которых используется специальное оборудование и инструменты. При этом для изготовления продукции в качестве основы используется листовой или сортовой металл. Его изгибают или вырезают по подготовленным трафаретам. Это значительно облегчает и ускоряет процесс изготовления больших партий вещей и сокращает время выполнения заказа.
Характеристики изделия, которое получается методом холодной ковки однозначно зависят от надежности и качества оборудования не менее, чем от профессионализма мастеров.
Изготовленные детали соединяются с помощью сварки. Дополнительно для улучшения декоративного эффекта могут использоваться и разнообразные другие технологии: кручение металла или вальцовка.
Что дает холодная ковка
Эта технология позволяет увеличить прочность металла и уменьшает его пластичность. Работа специалиста значительно облегчается и упрощается, требует меньшего мастерства.
Работа специалиста значительно облегчается и упрощается, требует меньшего мастерства.
Применение холодной ковки обеспечивает аккуратность и красивый вид готовой продукции. Для больших заказов можно создать совершенно идентичные узоры, которые будут выглядеть точными копиями друг друга.
Кроме того, именно с помощью этого метода можно добиться оригинального эффекта старения металла.
Вещи становятся более выносливыми к повреждениям и ударам, что увеличивает их долговечность.
Кроме того, это достаточно экономный способ, при котором изделие получатся дешевле, но вовсе не хуже, чем произведение после горячего способа.
Применение холодной ковки
Благодаря тому, что этот способ позволяет быстро изготавливать довольно большие изделия, он особенно популярен при выполнении заборов, оград, ворот, беседок, разнообразных решеток и перил.
Такие вещи можно смело использовать на улице для декорирования приусадебного участка, сада или фасада дома.
Однако совершенно не исключается и возможность изготовления более изящных изделий для интерьера. Каминные решетки и подставки для цветов, декоративные вазы или табуреты – все это возможно для данной технологии.
Для создания оригинального декора не редко используется покрытие медью или золотое напыление.
Руководство по типам штамповки — холодная штамповка и горячая штамповка
Горячая штамповка и холодная штамповка — это два разных процесса обработки металлов давлением, которые дают схожие результаты. Ковка — это процесс деформирования металла в заданную форму с использованием определенных инструментов и оборудования — деформация выполняется с использованием процессов горячей, холодной или даже горячей ковки. В конечном итоге производитель будет рассматривать ряд критериев, прежде чем выбрать, какой тип ковки лучше всего подходит для конкретного применения. Ковка используется там, где расположение зернистой структуры придает детали направляющие свойства, выравнивая зерно таким образом, чтобы оно выдерживало самое высокое напряжение, с которым может столкнуться деталь. Для сравнения, литье и механическая обработка обычно имеют меньший контроль над расположением зернистой структуры.
Для сравнения, литье и механическая обработка обычно имеют меньший контроль над расположением зернистой структуры.
Процессы ковки
Ковка определяется как формовка или деформирование металла в твердом состоянии. Большая часть ковки выполняется в процессе осадки, когда молот или плунжер движутся горизонтально, чтобы прижаться к концу стержня или стержня, чтобы расшириться и изменить форму конца. Деталь обычно проходит через последовательные станции, прежде чем достичь своей окончательной формы. Таким образом, высокопрочные болты имеют «холодную головку».Клапаны двигателя также сформированы высаженной поковкой.
При штамповке методом капельной ковки деталь выковывается в штампе по форме готовой детали, что очень похоже на кузнечную ковку с открытым штампом, когда металл забивается молотком по наковальне для придания желаемой формы. Различают ковку в открытых и закрытых штампах. При открытой штамповке металл никогда полностью не ограничивается штампом. В закрытом штампе или штампе ковка металла ограничена между половинами штампа. Повторяющиеся удары молотка по матрице заставляют металл принимать форму матрицы, и в конечном итоге половинки матрицы встречаются.Энергия для молота может подаваться паром или пневматически, механически или гидравлически. При истинной ковке с падением только сила тяжести толкает молот вниз, но во многих системах используется усилитель мощности в сочетании с силой тяжести. Молоток наносит серию ударов с относительно высокой скоростью и небольшой силой, чтобы закрыть матрицу.
Повторяющиеся удары молотка по матрице заставляют металл принимать форму матрицы, и в конечном итоге половинки матрицы встречаются.Энергия для молота может подаваться паром или пневматически, механически или гидравлически. При истинной ковке с падением только сила тяжести толкает молот вниз, но во многих системах используется усилитель мощности в сочетании с силой тяжести. Молоток наносит серию ударов с относительно высокой скоростью и небольшой силой, чтобы закрыть матрицу.
При ковке на прессе высокое давление заменяется высокой скоростью, и половины штампа закрываются за один ход, обычно обеспечиваемый силовым винтом или гидроцилиндрами. Молотковая ковка часто используется для производства небольших объемов деталей, в то время как ковка на прессе обычно используется для больших тиражей и автоматизации.Медленное применение ковки на прессе имеет тенденцию обрабатывать внутреннюю часть детали лучше, чем удар молотком, и часто применяется к большим высококачественным деталям (например, титановым переборкам самолетов). Другие специализированные методы ковки различаются по этим основным темам: обоймы подшипников и большие зубчатые колеса изготавливаются с помощью процесса, называемого, например, ковкой катаного кольца, в результате которого производятся бесшовные круглые детали.
Другие специализированные методы ковки различаются по этим основным темам: обоймы подшипников и большие зубчатые колеса изготавливаются с помощью процесса, называемого, например, ковкой катаного кольца, в результате которого производятся бесшовные круглые детали.
Горячая штамповка
При горячей штамповке кусок металла должен быть значительно нагрет. Средняя температура ковки, необходимая для горячей штамповки различных металлов:
Во время горячей ковки заготовку или блюм нагревают либо индуктивно, либо в кузнечной печи или печи до температуры выше точки рекристаллизации металла.Этот вид экстремального нагрева необходим для предотвращения деформационного упрочнения металла во время деформации. Поскольку металл находится в пластичном состоянии, можно изготавливать довольно сложные формы. Металл остается пластичным и податливым.
Для ковки некоторых металлов, таких как суперсплавы, используется метод горячей ковки, называемый изотермической ковкой. Здесь штамп нагревается примерно до температуры заготовки, чтобы избежать охлаждения поверхности детали во время ковки. Ковка также иногда выполняется в контролируемой атмосфере, чтобы минимизировать образование накипи.
Ковка также иногда выполняется в контролируемой атмосфере, чтобы минимизировать образование накипи.
Традиционно производители выбирают горячую ковку для изготовления деталей, потому что она позволяет деформировать материал в его пластическом состоянии, при котором с металлом легче работать. Горячая ковка также рекомендуется для деформации металла с высоким коэффициентом деформируемости — мерой того, какой степени деформации металл может претерпеть без развития дефектов. Другие рекомендации по горячей штамповке включают:
- Производство отдельных деталей
- От низкой до средней точности
- Низкие напряжения или низкое деформационное упрочнение
- Гомогенизированная зернистая структура
- Повышенная пластичность
- Устранение химических несоответствий и пористости
К числу возможных недостатков горячей штамповки можно отнести:
- Менее точные допуски
- Возможное коробление материала в процессе охлаждения
- Различная структура зерна металла
- Возможные реакции между окружающей атмосферой и металлом (образование накипи)
Холодная штамповка (или холодная штамповка)
Холодная штамповка деформирует металл, когда он находится ниже точки рекристаллизации. Холодная ковка несколько увеличивает прочность на разрыв и предел текучести при одновременном снижении пластичности. Холодная ковка обычно происходит при комнатной температуре. Наиболее распространенными металлами при холодной ковке обычно являются стандартные стали или углеродистые легированные стали. Холодная штамповка обычно представляет собой процесс с закрытой штамповкой.
Холодная ковка несколько увеличивает прочность на разрыв и предел текучести при одновременном снижении пластичности. Холодная ковка обычно происходит при комнатной температуре. Наиболее распространенными металлами при холодной ковке обычно являются стандартные стали или углеродистые легированные стали. Холодная штамповка обычно представляет собой процесс с закрытой штамповкой.
Холодная ковка обычно предпочтительна, когда металл уже является мягким металлом, таким как алюминий. Этот процесс обычно менее затратен, чем горячая штамповка, и конечный продукт требует небольших отделочных работ, если они вообще требуются.Иногда при холодной штамповке металла до желаемой формы его подвергают термообработке для снятия остаточных поверхностных напряжений. Из-за улучшений, которые холодная ковка вносит в прочность металла, иногда могут использоваться материалы меньших сортов для производства обслуживаемых деталей, которые не могут быть изготовлены из того же материала механической обработкой или горячей штамповкой.
Производители могут предпочесть холодную штамповку горячей штамповке по ряду причин — поскольку холодные штампованные детали требуют очень мало или совсем не требуют отделочной обработки, этот этап процесса изготовления часто является необязательным, что позволяет сэкономить деньги.Холодная ковка также менее подвержена проблемам загрязнения, а конечный компонент имеет лучшую общую поверхность. Другие преимущества холодной ковки:
- Проще придать свойства направленности
- Повышенная воспроизводимость
- Повышенный контроль размеров
- Справляется с высокими нагрузками и нагрузками на штамп
- Позволяет производить детали чистой или почти чистой формы
Некоторые возможные недостатки включают:
- Перед ковкой металлические поверхности должны быть чистыми и свободными от окалины
- Металл менее пластичный
- Может возникнуть остаточное напряжение
- Требуется более тяжелое и мощное оборудование
- Требуется более прочный инструмент
Теплая поковка
Горячая ковка происходит при температуре ниже температуры рекристаллизации, но выше комнатной температуры, чтобы преодолеть недостатки и получить преимущества как горячей, так и холодной ковки. Образование окалины представляет меньшую проблему, и допуски могут быть соблюдены ближе, чем при горячей штамповке. Затраты на оснастку меньше, и для производства требуются меньшие усилия по сравнению с холодной штамповкой. Уменьшается деформационное упрочнение и улучшается пластичность по сравнению с холодной обработкой.
Образование окалины представляет меньшую проблему, и допуски могут быть соблюдены ближе, чем при горячей штамповке. Затраты на оснастку меньше, и для производства требуются меньшие усилия по сравнению с холодной штамповкой. Уменьшается деформационное упрочнение и улучшается пластичность по сравнению с холодной обработкой.
Приложения
В автомобильной промышленности ковка используется для изготовления компонентов подвески, таких как натяжные рычаги и шпиндели колес, а также компонентов трансмиссии, таких как шатуны и шестерни трансмиссии.Поковки часто используются для стержней, корпусов и фланцев трубопроводной арматуры, иногда из медного сплава для повышения коррозионной стойкости. Ручные инструменты, такие как гаечные ключи, обычно кованые, как и многие детали для троса, такие как розетки и талрепы. Поковки широко используются в судостроении, авиакосмических компонентах, в сельскохозяйственной технике и внедорожной технике. В компонентах электропередачи, таких как зажимы подвески и крышки опор, используются поковки из медного сплава для повышения устойчивости к погодным условиям.
Ковочные стали, используемые для изготовления осей, шатунов, пальцев и т. Д., Обычно содержат 0,30–0,40% углерода для повышения формуемости. Термическая обработка после ковки позволяет деталям развивать лучшие механические свойства, чем у низкоуглеродистой стали. В тяжелых коленчатых валах и высокопрочных зубчатых передачах иногда повышают содержание углерода до 0,50% с добавлением других легирующих элементов для улучшения прокаливаемости.
Сводка
В этой статье кратко обсуждается горячая и холодная штамповка.Для получения дополнительной информации о других продуктах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах. Дополнительную информацию о процессах ковки можно найти на веб-сайте Ассоциации кузнечной промышленности.
Прочие изделия из металла
Прочие «виды» статей
Больше от Custom Manufacturing & Изготовления
5.
 2.4 Процесс холодной штамповки
2.4 Процесс холодной штамповки
Холодная штамповка — один из наиболее широко используемых процессов бесструзной штамповки, часто не требующий никакой механической обработки, кроме сверления.Общепринятое определение — это формовка или ковка объемного материала при комнатной температуре без нагрева начальной заготовки или промежуточных ступеней. Термин «без нагрева» не включает отжиг в процессе, который можно проводить на промежуточных стадиях, чтобы уменьшить эффекты деформационного упрочнения. Этот процесс обеспечивает большую точность размеров, чем горячее формование, и не приводит к образованию окалины. Однако характеристики пластической текучести заготовки не так хороши, поэтому требуется более высокое давление ковки.Размер компонента обычно ограничен 50 фунтами или меньше. Большинство холодных поковок весят менее 10 фунтов.
Холодная штамповка используется в самых разных отраслях промышленности, включая крепежные изделия, автомобилестроение, крепежные изделия для опор, грузовые прицепы, органы управления подвесными двигателями, кривошипы педалей велосипеда, шарниры равных угловых скоростей, крестовины карданных шарниров и оборудование для снарядов военного назначения. Формы обычно ограничивались осесимметричными и осесимметричными осями, включая длинные валы и стойки.Возможности формы расширяются за счет развития технологий. Некоторые из наиболее распространенных форм и комбинаций форм показаны ниже в Разделе 5.2.4.2.
Формы обычно ограничивались осесимметричными и осесимметричными осями, включая длинные валы и стойки.Возможности формы расширяются за счет развития технологий. Некоторые из наиболее распространенных форм и комбинаций форм показаны ниже в Разделе 5.2.4.2.
Вернуться к содержанию
множество (
‘#markup’ => ‘
Холодная штамповка — один из наиболее широко используемых процессов бесструнной штамповки, часто не требующий никакой обработки, кроме сверления. Общепринятое определение — это формовка или ковка объемного материала при комнатной температуре без нагрева начальной заготовки или промежуточных ступеней.Термин «без нагрева» не включает отжиг в процессе, который можно проводить на промежуточных стадиях, чтобы уменьшить эффекты деформационного упрочнения. Этот процесс обеспечивает большую точность размеров, чем горячее формование, и не приводит к образованию окалины. Однако характеристики пластической текучести заготовки не так хороши, поэтому требуется более высокое давление ковки. Размер компонента обычно ограничен 50 фунтами или меньше. Большинство холодных поковок весят менее 10 фунтов.
Размер компонента обычно ограничен 50 фунтами или меньше. Большинство холодных поковок весят менее 10 фунтов.
Холодная штамповка используется в самых разных отраслях промышленности, включая крепежные изделия, автомобилестроение, крепежные изделия для опор, грузовые прицепы, органы управления подвесными двигателями, кривошипы педалей велосипеда, шарниры равных угловых скоростей, крестовины карданных шарниров и оборудование для снарядов военного назначения.Формы обычно ограничивались осесимметричными и осесимметричными осями, включая длинные валы и стойки. Возможности формы расширяются за счет развития технологий. Некоторые из наиболее распространенных форм и комбинаций форм показаны ниже в Разделе 5.2.4.2.
Вернуться к содержанию
‘,
‘#printed’ => правда,
‘#type’ => ‘разметка’,
‘#pre_render’ =>
множество (
0 => ‘drupal_pre_render_markup’,
1 => ‘ctools_dependent_pre_render’,
),
‘#children’ => ‘
Холодная ковка — один из наиболее широко используемых процессов бесстружечной штамповки, часто не требующий обработки, кроме сверления.Общепринятое определение — это формовка или ковка объемного материала при комнатной температуре без нагрева начальной заготовки или промежуточных ступеней. Термин «без нагрева» не включает отжиг в процессе, который можно проводить на промежуточных стадиях, чтобы уменьшить эффекты деформационного упрочнения. Этот процесс обеспечивает большую точность размеров, чем горячее формование, и не приводит к образованию окалины. Однако характеристики пластической текучести заготовки не так хороши, поэтому требуется более высокое давление ковки.Размер компонента обычно ограничен 50 фунтами или меньше. Большинство холодных поковок весят менее 10 фунтов.
Холодная штамповка используется в самых разных отраслях промышленности, включая крепежные изделия, автомобилестроение, крепежные изделия для опор, грузовые прицепы, органы управления подвесными двигателями, кривошипы педалей велосипеда, шарниры равных угловых скоростей, крестовины карданных шарниров и оборудование для снарядов военного назначения. Формы обычно ограничивались осесимметричными и осесимметричными осями, включая длинные валы и стойки.Возможности формы расширяются за счет развития технологий. Некоторые из наиболее распространенных форм и комбинаций форм показаны ниже в Разделе 5.2.4.2.
Вернуться к содержанию
‘,
)
Холодная штамповка стали — стальные ножи Nerds
Спасибо Марко Гулдиману, Даррину Томасу, Джейсону Тиллостсону, Доминику Паолантонио, Кену, Бенедикту Петерсу и Стиву Грейнеру за то, что они стали сторонниками Knife Steel Nerds Patreon!
Холодная штамповка
Холодная ковка очень похожа на горячую ковку, только при комнатной температуре или близкой к ней.Более низкая температура означает, что сталь намного прочнее и ее труднее подделать. Это также означает, что сталь более хрупкая и, следовательно, более склонна к растрескиванию во время ковки или прокатки. Форма зерен в стали изменяется путем ковки. О том, что такое крупы, вы можете прочитать в этой статье. Сталь состоит из плоскостей атомов железа, и если бы сталь состояла только из одного зерна, все эти плоскости атомов были бы параллельны друг другу:
Однако внутри стали много зерен, и границы между этими зернами находятся там, где плоскости атомов встречаются друг с другом.Каждое зерно имеет разную «ориентацию» относительно других, что показано линиями сетки в зернах на схеме ниже:
При холодной прокатке эти зерна лепятся и растягиваются. Конечно, при ковке стального куска деформация не такая равномерная, но принципы, по сути, те же.
Одновременно происходит упрочнение стали в процессе холодной обработки. По мере обработки стали образуются «дислокации».Дислокации — это дефекты атомарного уровня, которые контролируют механические свойства стали. О них вы можете прочитать в этой статье. Это та же статья об уточнении зерна, на которую я ссылался раньше, но теперь я удвоил шансы, что вы будете обмануты, нажав на нее. Сталь всегда имеет дислокации, а разные микроструктуры имеют разную плотность дислокаций. Вот короткое видео с микроскопии высокого разрешения, показывающее движение дислокаций:
Прочность металлов зависит от того, насколько легко перемещаются дислокации.Различные функции могут предотвратить движение дислокаций, например, границы зерен. Таким образом, мелкий размер зерна с большим количеством границ зерен приводит к более высокой прочности, потому что дислокации блокируются этими границами. Дислокации также не могут легко перемещаться через другие дислокации, поэтому более высокая плотность дислокаций означает более высокую прочность, потому что их больше, что мешает движению других. Мартенсит получает свою прочность отчасти из-за очень высокой плотности дислокаций. О том, что делает мартенсит прочным, вы можете прочитать в этой статье.По мере холодной обработки стали образуется все больше и больше этих крошечных атомных дефектов, называемых дислокациями, и чем выше плотность этих дислокаций, тем прочнее сталь. Эти дислокации не следует рассматривать как макроскопические дефекты или крошечные трещины; дислокации — это не плохо, они присущи металлам, поскольку атомная структура никогда не будет идеальной. Возможно, лучше подумать о том, чтобы увеличить степень несовершенства кристаллической структуры путем холодной обработки. Холодная обработка обычно указывается в процентах, то есть 10% обжатия в холодном состоянии означает, что толщина была уменьшена на 10%, а 50% означает, что толщина была уменьшена вдвое, с соответствующим увеличением длины, конечно.Вот увеличение твердости отожженной стали мод. А8, прошедшей холодную обработку до 50% [1]:
Когда мы начинаем с отожженной стали с мягким ферритом и карбидами, структура выглядит примерно так, как показано ниже, с относительно круглыми ферритными зернами и более мелкими карбидами (карбиды разных цветов для различения):
Нержавеющая сталь 13С26 отожженная [2], черная полоса 5 мкм
Это изображение было получено с помощью «дифракции обратного рассеяния электронов» (EBSD), которая позволяет различать различные фазы (аустенит, феррит, карбиды) и ориентацию зерен.Также видна относительная плотность дислокаций, потому что зерна с низкой плотностью являются «чистыми», а зерна с высокой плотностью дислокаций более грубые и темные.
Когда сталь подвергается холодной прокатке, карбиды более или менее не подвержены влиянию, но зерна становятся удлиненными, а плотность дислокаций увеличивается, что можно увидеть на изображении ниже, поскольку «качество изображения» зерен хуже:
13C26 после небольшого обжатия на холоде [2], карбиды не окрашены на этом изображении, черная полоса составляет 2 микрона
13C26 после большого обжатия на холоде [2] черная полоса составляет 5 микрон
При нагревании до достаточно высокой температуры сталь «перекристаллизовывается», что означает образование новых зерен.Чем больше энергии вложено в сталь (более холодное обжатие), тем выше движущая сила для рекристаллизации. Эта энергия сохраняется в стали в основном за счет образования дислокаций. Таким образом, энергия выделяется из стали за счет образования новых зерен с низкой плотностью дислокаций. Вы можете увидеть процесс перекристаллизации на видео ниже:
Вы можете видеть, что металл в начале видео имеет большую структуру, затем начинают формироваться новые «чистые» зерна.Если вы внимательно посмотрите, то увидите, что новые зерна образуются на белых частицах, которые ведут себя так же, как карбиды в стали. Карбиды способствуют зарождению рекристаллизованных зерен, но они также могут закреплять рекристаллизованные зерна, поэтому взаимодействие карбидов и рекристаллизации является относительно сложным.
Рекристаллизация происходит за счет диффузии атомов железа, поэтому требуется определенная температура, чтобы могла произойти достаточная диффузия. Вот почему холодная обработка имеет такой эффект, потому что температура настолько низкая, что сталь не может «закрепиться» за счет диффузии.Однако температура, при которой начинается рекристаллизация, также контролируется степенью холодной обработки. Чем выше степень холодной обработки, тем ниже температура, при которой начинается повторная установка [3]:
При холодной обработке стали, показанной выше, на несколько процентов, для начала рекристаллизации требуется полная температура 700 ° C (1300 ° F), а при холодном обжатии 50-70% для рекристаллизации требуется только 500 ° C (930 ° F). происходить. Чем больше холодная обработка, тем больше энергии вложено в сталь в виде дислокаций, и эта энергия увеличивает «движущую силу» для рекристаллизации.На скорость рекристаллизации также влияет температура, при этом при более высоких температурах диффузия происходит быстрее, поэтому скорость рекристаллизации также увеличивается [4]:
Вы можете видеть, что для стали выше рекристаллизация завершается за 20 секунд при 760 ° C, а при 650 ° C — более 500 секунд. Опять же, эта скорость при разных температурах зависит от состава, карбидов и степени холодной обработки, но приведенный выше пример дает некоторое визуальное представление о разнице с температурой.
Холоднокатаная сталь
Вся эта информация актуальна, потому что некоторые стали для ножей доступны в холоднокатаной форме, что может привести к некоторым отличиям от горячекатаной стали. Может быть желательна холоднокатаная сталь по множеству причин, например, улучшенное состояние поверхности. Обычно холоднокатаная сталь имеет яркую блестящую поверхность без окалины. Сталь сначала «травится», пропускается через кислотную ванну для удаления окалины перед холодной прокаткой, и сочетание этих двух процессов придает стали очень гладкую поверхность.Толщина стали обычно более стабильна, и холоднокатаная сталь часто бывает более тонких размеров. AEB-L обычно выпускается в холоднокатаной форме и, в частности, из стали 1095.
Приводит ли холодная ковка к превосходным конечным свойствам?
После всех этих воздействий на сталь во время холодной обработки и рекристаллизации, как это повлияет на окончательную термообработку аустенизации и закалки, а затем на итоговую твердость и ударную вязкость? Процесс холодной штамповки и рекристаллизации может привести к уменьшению размера зерна, что может улучшить баланс твердости и вязкости.Вы можете прочитать о том, почему, в этой статье о измельчении зерна. Я уже в третий раз ссылаюсь на эту статью и очень надеюсь, что вы ее прочитали. Уменьшение размера зерна феррита увеличивает центры зародышеобразования для образования аустенита, так что конечный размер зерна исходного аустенита также меньше.
Меньший размер зерна феррита приводит к большему количеству зародышей аустенита (синие кружки), поэтому, когда аустенит растет и замещает феррит, размер зерна меньше
В одном исследовании стали 52100 [5] они обнаружили, что холодное обжатие на 50% привело к уменьшению размера зерна с ~ 11 микрон до 6 микрон, что дало соответствующее увеличение ударной вязкости:
В другом исследовании 52100 [6] они обнаружили, что холодная прокатка уменьшает конечный размер зерна, а также что энергия холодной обработки ускоряет растворение карбидов:
Увеличение растворения карбида при высокой температуре означает, что в растворе больше углерода.Больше углерода в растворе перед закалкой приводит к более высокой твердости и более низкой ударной вязкости (подробнее см. Аустенизация, часть 1 и часть 2). Однако, поскольку размер зерна также был уменьшен, произошло улучшение как твердости, так и ударной вязкости за счет обжатия 52100 в холодном состоянии перед термообработкой:
Чтобы лучше понять изменение размера зерна от холодной прокатки до термообработки, вот изображения границ зерен из экспериментов выше:
Другое исследование закалки 52100 [7] для бейнитной микроструктуры показало, что обжатие в холодном состоянии перед термообработкой привело к повышению ударной вязкости:
В исследовании стали D2 [8] они испытали горячекатаную сталь, а также 10% и 20% обжатие в холодном состоянии перед термообработкой.Они подвергли аустенитизации при 1030 ° C (1885 ° F) в течение 20 минут перед закалкой, а затем измерили твердость и наблюдали микроструктуру. Они обнаружили, что холодная обработка ускоряет растворение карбида и уменьшает размер зерна, аналогично исследованию 52100. Однако твердость снизилась, поскольку образовалось больше остаточного аустенита. Увеличение количества углерода и сплава в растворе из растворенного карбида может увеличить остаточный аустенит, вы можете узнать, почему, в этой статье. Уменьшение размера зерна также снижает начальную температуру мартенсита и, следовательно, увеличивает конечный остаточный аустенит [9].Следовательно, использование холодной прокатки может потребовать снижения выбранной температуры аустенизации, чтобы гарантировать отсутствие чрезмерного остаточного аустенита после термообработки.
Никаких испытаний на ударную вязкость не проводилось, но вы можете увидеть уменьшение размера зерна на этих микрофотографиях:
Опасности холодной прокатки
При увеличении твердости и соответствующем снижении вязкости и пластичности существует вероятность растрескивания при холодной прокатке.Это часто происходит из-за растрескивания краев и в некоторых случаях «аллигаторизации», когда сталь раскалывается от центра:
Это изображение из [9]
Аллигатирование начинается с образования пустот около центра стали, которые в конечном итоге соединяются, пока сталь не расколется:
Эти изображения из [9]
Инструментальная сталь
с высоким содержанием карбидов может приводить к образованию пустот, что увеличивает вероятность появления аллигаторов.Высокая доля карбидов также означает, что пластичность отожженной стали в целом низкая. Поэтому степень холодного обжатия, которую может выдержать инструментальная сталь, относительно невысока. В случае модели A8 образование трещин по средней линии наблюдалось с обжатием всего на 20% [9]:
Увеличение количества карбидов большего размера снизит пластичность отожженной стали, что приведет к повышению вероятности образования аллигаторов и растрескивания. Поэтому стали с небольшим объемом мелких карбидов, такие как AEB-L, 1095 или 52100, будут демонстрировать лучшую пластичность при холодной прокатке, чем стали с большим количеством карбидов, такие как стали D2 или 10V.
Другой распространенный дефект при холодной прокатке стали — это растрескивание кромок [10]:
Мастера ножей, производящие холодную кузнечную сталь
Я не знаю многих мастеров ножей, которые намеренно холодно куют сталь. Мюррей Картер, вероятно, самый известный пример того, кто это делает. Холодная ковка — традиционный процесс для японских мастеров-клинков, где он и изучил эту технику. Картер утверждает [11], что он холодная штамповка улучшает чистоту поверхности и улучшает окончательную форму и плоскостность в большей степени, чем это возможно при высокотемпературной ковке.Он также утверждает, что холодная ковка приводит к «лучшему балансу между остротой кромки, удержанием кромки и простотой заточки». В демонстрации видео он сказал, что холодная штамповка улучшает окончательную структуру зерна. Поскольку это традиционный метод, может быть трудно понять, каковы исходные причины холодной ковки, я думаю, что улучшение плоскостности и формы более вероятно, чем преднамеренное улучшение размера зерна или конечных свойств. Следует признать, что большинство ножей Картера ламинированы более мягкой сталью или железом (san-mai), что может сделать сталь менее восприимчивой к растрескиванию.Чтобы практиковать холодную ковку перед производством готовых ножей, он рекомендует намеренно холодную ковку стали до образования трещин, чтобы лучше понять, сколько сталь может выдержать.
Резюме и выводы
Холодное обжатие приводит к увеличению твердости стали за счет увеличения плотности дислокаций. При нагревании сталь рекристаллизуется, образуя новые зерна, которые часто меньше исходного размера. Уменьшение размера зерна сохраняется за счет окончательной термообработки до мартенсита.Уменьшение размера зерна может привести к повышению ударной вязкости. Холодное восстановление также приводит к ускорению растворения карбида, что означает, что может потребоваться снижение температуры аустенизации для сохранения той же твердости. Инструментальная сталь имеет относительно низкую пластичность при комнатной температуре, поэтому обжатие в холодном состоянии должно быть ограничено до 15% или менее, если оно выполняется, и только на отожженной стали.
[1] Гасеми-Нанеса, Хади, Мохаммад Джахази, Маджид Хейдари и Том Левассер. «Влияние микропустот, вызванных деформацией, на механическое разрушение мартенситной инструментальной стали AISI A8-Mod.”В AIP Conference Proceedings , vol. 1896 г., вып. 1, стр. 020021. AIP Publishing, 2017.
.
[2] Ионеску-Габор, Сорин. «Исследование и эмпирическое моделирование рекристаллизационного отжига полосы из мартенситной хромистой стали с помощью EBSD». Кандидат технических наук, КТН, 2009.
[3] Х. Ф. Кайзер и Х. Ф. Тейлор, Сделки Американского общества металлов, т. 27, стр. 256 (1939).
[4] Янг, DZa, ELb Brown, DKb Matlock и Gb Krauss. «Рекристаллизация феррита и образование аустенита в холоднокатаной стали, подвергнутой межкритическому отжигу.» Металлургические операции А 16, вып. 8 (1985): 1385-1392.
[5] Бесвик, Дж. М. «Свойства разрушения и распространения усталостных трещин в закаленной стали 52100». Металлургические операции А 20, вып. 10 (1989): 1961–1973.
[6] Ли, Чжэнь-син, Чан-шэн Ли, Цзинь-и Жэнь, Бинь-чжоу Ли, Цзянь Чжан и Юн-цян Ма. «Влияние холодной деформации на микроструктуру и ударную вязкость в процессе аустенитизации подшипниковой стали 1,0 C – 1,5 Cr». Материаловедение и инженерия: A 674 (2016): 262-269.
[7] Чакраборти Дж., П. П. Чаттопадхьяй, Д. Бхаттачарджи и И. Манна. «Улучшение микроструктуры бейнита и мартенсита для повышения прочности и ударной вязкости высокоуглеродистой низколегированной стали». Металлургические операции и операции с материалами A 41, no. 11 (2010): 2871-2879.
[8] Нанеса, Хади Гасеми, Жюльен Булгаков и Мохаммад Джахази. «Влияние предшествующей холодной деформации на развитие микроструктуры инструментальной стали AISI D2 после упрочняющей термообработки». Журнал производственных процессов 22 (2016): 115-119.
[9] Бесвик, Дж. «Влияние предварительной холодной обработки на мартенситное превращение в SAE 52100». Металлургические операции А 15, вып. 2 (1984): 299-306.
[10] Се, Хайбо. «Исследование краевой трещины холоднокатаной тонкой полосы». (2011).
[11] https://www.yumpu.com/en/document/read/59578865/australian-blade-ed-3-dec-2017
Нравится:
Нравится Загрузка …
Связанные
Понимание процесса и его преимуществ
Введение
Холодная штамповка — это процесс ударного формования, при котором пластически деформируется кусок сырья под действием высокого сжимающего усилия между пуансоном и матрицей в подходящем оборудовании, таком как машинный пресс.
Некоторые базовые методы включают выдавливание (вперед, назад, вперед и назад), чеканку, высадку и обжимку. Эти методы могут выполняться за один ход пуансона или за отдельные операции, в зависимости от требований конкретного приложения.
По сути, холодная ковка представляет собой процесс вытеснения, при котором существующему материалу придается желаемая форма; Сравните это с традиционной обработкой, при которой материал удаляется для создания желаемой формы. Как будет показано в следующих разделах, это различие дает несколько существенных преимуществ.В последнем разделе представлены некоторые ключевые факторы, которые следует учитывать при рассмотрении холодной ковки как производственного процесса.
Обычно при холодной ковке используются два типа штампов:
- Открытая поковка: Материал может улетучиваться после заполнения полости.
- Преимущество: меньшее напряжение и нагрузка
- Недостаток: может потребоваться некоторая последующая обработка в зависимости от требований приложения
- Закрытая поковка: Объем полости штампа точно такой же, как и объем материала, что позволяет получать конечную форму или форму, близкую к конечной.
- Преимущество: устраняет необходимость в последующей обработке
- Недостаток: повышенное напряжение и нагрузка; матрица может быть серьезно повреждена, если материал превышает
Повышение производительности при больших объемах
Основная причина, по которой многие компании переходят на холодную штамповку, заключается в том, что им необходимо добиться более высокой производительности производственной линии. Во многих случаях обычные процессы (такие как механическая обработка, сварка или другие методы изготовления) включают в себя многопроходные операции для удаления материала и отделки детали (например,грамм. вертикальное, горизонтальное, массовое удаление, подкраска деталей и т. д.). Напротив, холодная ковка обычно представляет собой однопроходный процесс формования, который деформирует существующий материал в желаемую форму.
В зависимости от параметров детали, экономия времени на единицу продукции может привести к значительному повышению производительности. Например, некоторые детали, обработка которых занимает от 3 до 5 минут, могут достичь производительности более 50 деталей в минуту, если вместо этого используется холодная ковка.
Возможность повышения производительности более чем в 100–200 раз обеспечивает быструю окупаемость инвестиций в штамп и оснастку для холодной штамповки.Таким образом, многие компании предпочли использовать другие методы только для создания прототипов или на ранних этапах производства, с переходом на холодную штамповку, запланированную для подготовки к увеличению объемов производства.
Экономия материалов и снижение затрат
Еще одним ключевым преимуществом холодной ковки является отсутствие потерь материала. Вместо удаления значительного количества сырья в процессе холодной ковки используется все сырье.
Входы в его процесс представляют собой заготовки материала, которые вырезаются из сыпучих материалов (рулонов, балок, листов и т. Д.).). Каждая заготовка — это точное количество материала, необходимое для конечной детали, поэтому нет потерь или потерь материала. Этот безотходный процесс может предложить значительные преимущества при крупносерийном производстве, когда количество отходов на каждую деталь является ключевым фактором затрат, и / или в ситуациях, когда сырье является дорогостоящим, например, когда используются специальные сплавы или дефицитные металлы.
Повышенная целостность и прочность деталей
Очень важным фактором, который компании принимают во внимание при принятии решения об использовании холодной штамповки, является ее способность значительно улучшить прочность и целостность готовой детали.Ковка дает гораздо более прочные детали, чем аналогичные изделия, изготовленные литьем, сваркой, методами порошкового металла или механической обработкой необработанного стержня / листового металла.
Высокие силы сжатия при холодной штамповке фактически смещают и переупорядочивают зернистость основного материала, чтобы минимизировать любые внутренние недостатки. Это особенно важно для конструкций деталей, где требуемая форма имеет слабые места вдоль существующей текстуры основного материала — например, длинные выступы, которые пересекают волокна, или узкие точки, которые могут быть подвержены поломке под нагрузкой.Процесс холодной штамповки решает эти проблемы, уменьшая беспокойство инженеров по поводу зернистости исходного материала.
Улучшенный внешний вид и обработка поверхности
Холодная штамповка также может предложить явные преимущества перед механической обработкой, прогрессивной штамповкой, литьем, сваркой и другими процессами изготовления, поскольку на выходе обычно не требуется дополнительных этапов обработки для достижения презентабельного внешнего вида и / или требуемой гладкости поверхности.
В зависимости от конкретных требований конечного применения, некоторые детали могут потребовать очистки для удаления заусенцев, канавок, бороздок или других артефактов в процессе обработки. Это не проблема для готовых деталей, созданных в процессе холодной штамповки.
Рекомендации по применению
Хотя холодная ковка подходит не для всех областей применения, в определенных ситуациях она может дать очень значительные преимущества. Учитывая, что для этого требуется специализированное оборудование, а также вложения в инструменты и штампы, использование холодной штамповки должно быть сбалансировано с общими объемами производства, материальными затратами, требованиями к прочности деталей и прогнозами рентабельности инвестиций.
В некоторых случаях, когда решающее значение имеют прочность, форма и гладкость поверхности, холодная штамповка является единственным процессом, позволяющим эффективно производить детали, соответствующие требуемым спецификациям. Следовательно, некоторые из этих деталей, такие как сложные ведущие шестерни, разработаны специально для процесса холодной штамповки, поскольку их нельзя изготовить с помощью механической обработки или других процессов.
Передача производства на аутсорсинг опытному партнеру по холодной штамповке может компенсировать инвестиции компании в капитальное оборудование, так что непериодические затраты на проектирование (NRE) могут быть сосредоточены на создании инструментов и штампов.Помимо затрат, следует искать партнера по холодной штамповке с большим опытом работы в широком спектре конечных приложений и ноу-хау для решения ключевых вопросов оптимизации процесса, таких как:
Объем материала
При закрытой ковке необходимо точно контролировать размер заготовки. Избыточному материалу некуда уйти в закрытую полость матрицы при сжатии; это может вызвать чрезмерно высокое напряжение в штампе, что может привести к серьезному повреждению инструмента.С другой стороны, если используется открытая ковка, дополнительный материал обычно не вызывает подобных повреждений, как упомянуто выше, поскольку пути выхода материала обычно предусматриваются в процессе.
Бондеризация
Бондеризация — это процесс погружения, при котором поверхности заготовок покрываются фосфатом и мылом, чтобы облегчить поток материала через пуансоны или штампы во время процесса ковки. Это помогает снизить трение, силу и напряжение, а также улучшает качество поверхности.
Отжиг
Отжиг — это процесс, который смягчает материал и снижает напряжение течения для облегчения течения материала.Промежуточный отжиг, применяемый между стадиями ковки, необходим, когда холодная ковка вызывает деформационное упрочнение до такой степени, что дальнейшая холодная обработка данного материала практически или возможна.
Смазка
При холодной штамповке использование высоковязкого масла имеет решающее значение для уменьшения контакта металла с металлом без покрытия. Однако для того, чтобы также рассеивать выделяемое тепло, обычно также требуется добавление нужного количества жидкого масла.
Резюме
Понимание компромиссов при холодной штамповке и выбор партнера с большим опытом в области холодной штамповки, включая вертикальную интеграцию с другими процессами, может предложить конструкторам и технологам ценную альтернативу традиционным процессам обработки или литья.
Ключ к успеху — начать оценку на раннем этапе процесса проектирования и рассмотреть общий объем производства и требования к наращиванию мощности, чтобы можно было использовать холодную штамповку для оптимальной рентабельности инвестиций и качественных результатов.
По сравнению с другими конкурирующими технологиями, такими как механическая обработка, литье под давлением, литье пластика под давлением , сварка и литье металла под давлением, холодная ковка создает изделия с более высокой ударной вязкостью, улучшенной структурной целостностью и большей точностью при использовании меньшего количества материала.Процесс также высокопроизводительный и оптимален для обработки поверхностей.
Горячая штамповка VS. Холодная штамповка, в чем различия?
Ковка — один из распространенных производственных процессов, при котором металлическая деталь формируется путем приложения к ней сжимающих усилий. Ковка могла производиться в различных температурных условиях, например, горячая ковка, теплая ковка и холодная ковка. В процессе ковки используются молотки или прессы для сжатия и деформации материала в высокопрочные детали.
Процесс изготовления ковки полностью отличается от процесса литья, когда расплавленный материал заливается в форму (см. Разницу между ковкой и литьем). Еще одно существенное преимущество перед другими методами производства (такими как литье и механическая обработка) заключается в том, что ковка улучшает механические свойства материала, улучшая его зернистую структуру и делая его более жестким и прочным. Это делает поковку пригодной для различных промышленных применений.
В процессе горячей штамповки применяется очень высокая температура, желаемая температура зависит от типа металла.Например, средняя температура, необходимая для деформации стали, составляет приблизительно 2100 градусов по Фаренгейту; для алюминиевых сплавов диапазон температур составляет от 680 до 970 градусов по Фаренгейту; для медных сплавов диапазон составляет от 1300 до 1470 градусов по Фаренгейту. Высокая температура необходима для предотвращения деформационного упрочнения при деформации.
Горячая штамповка обычно является лучшим выбором для стальных поковок, используемых в технических целях, и для деформации металла с высоким коэффициентом пластичности. Ключевые преимущества горячей штамповки включают гомогенизированную зернистую структуру, низкое деформационное упрочнение, повышенную пластичность и уменьшение химических несоответствий.С другой стороны, горячая ковка предлагает менее точные допуски, возможность коробления во время охлаждения и возможность неблагоприятной реакции между металлом и окружающей средой.
К преимуществам горячей штамповки можно отнести:
- Основное преимущество горячей ковки состоит в том, что по мере деформации металла эффекты деформационного упрочнения устраняются процессом рекристаллизации.
- Детали обладают повышенной пластичностью, что делает их желательными для многих конфигураций.
- Гомогинизированная зерновая структура.
- Качество поверхности без пористости позволяет выполнять широкий спектр операций заканчивания, таких как полировка или обработка поверхности.
- Эффективный процесс при работе с более твердыми металлами, такими как сталь.
Топ по покупке горячей поковки
- Тесное сотрудничество и сотрудничество между покупателями и производителями горячей штамповки необходимы для получения наилучшего продукта по наилучшей цене.
- В связи с последними технологическими достижениями в области горячей штамповки, требуется тесное сотрудничество и тесное сотрудничество с кузнечным станком.Зная о последних разработках, покупатель может гарантировать рентабельность высококачественной продукции.
- Ковка требует большого мастерства и индивидуальной настройки. С этого момента очень важно привлекать фальшивомонетчика к этапам проектирования и спецификации продукта.
- Покупатель горячей штамповки должен иметь общее ноу-хау об оборудовании и методах, используемых в процессе горячей штамповки. Более того, очень важно подтвердить, что у кузнеца есть оборудование и мощности для производства этой детали.
- Покупатель должен знать, что производитель подделки может предоставлять такие услуги, как термообработка, механическая обработка, испытания, контроль качества, испытания и т. Д.
- И последнее, но не менее важное: покупатель должен хорошо знать масштабы потенциального поставщика горячей штамповки. Покупатель может гарантировать, что предприятие горячей штамповки привыкло производить требуемый объем.
CFS Forge обеспечивает процесс горячей штамповки методом штамповки в закрытых штампах, который выполняется в отличных условиях с использованием современного оборудования для достижения идеальных результатов.Мы тесно сотрудничаем с нашими клиентами, чтобы понять их конкретные потребности и найти наилучшее возможное решение. Свяжитесь с нами сейчас, если у вас есть проект горячей штамповки!
Холодная штамповка
Холодная штамповка деформирует металл, когда он находится ниже точки рекристаллизации. Холодная ковка обычно предпочтительна, когда металл уже является мягким металлом, таким как алюминий. Этот процесс обычно менее затратен, чем горячая штамповка, и конечный продукт требует небольших отделочных работ, если они вообще требуются.Иногда, когда алюминий подвергают холодной ковке в желаемую форму, его подвергают термообработке для усиления изделия. Это называется «закалкой».
Несмотря на слово «холодная», холодная ковка на самом деле происходит при комнатной температуре или близкой к ней. Наиболее распространенными металлами при холодной ковке обычно являются стандартные стали или углеродистые легированные стали. Одним из наиболее распространенных типов холодной штамповки является процесс, называемый штамповкой в штампе, когда металл помещается в штамп, прикрепленный к наковальне. Затем по металлу ударяют опускающимся молотком и вдавливают в матрицу.В зависимости от продукта молоток может падать на металл несколько раз в очень быстрой последовательности.
К преимуществам холодной ковки можно отнести :
Процессы ковки обычно не считаются экологически чистой частью производственного процесса, но холодная ковка, вероятно, является наиболее экологичным процессом такого рода, применяемым сегодня. Для компаний, которые заботятся о сокращении углеродного следа своей продукции, процесс холодной ковки может помочь сократить отходы и снизить потребление энергии по сравнению с альтернативами ковки, использующими тепло.
Другие причины, по которым процесс холодной штамповки является предпочтительным, включают:
- Высокое качество материала поверхности
- Консистенция каждой изготовленной детали
- Эффективное использование материала
Помимо перечисленных выше причин и фактора экологичности, холодная штамповка также является одним из наиболее экономически эффективных методов ковки на современном рынке. Например, оценки показывают, что этот процесс может снизить стоимость вашей детали на 40–60%.
Разница между горячей и холодной штамповкой
Основное различие между горячей и холодной штамповкой можно резюмировать следующим образом: производственный процесс холодной штамповки увеличивает прочность металла за счет деформационного упрочнения при комнатной температуре. Напротив, производственный процесс горячей штамповки предотвращает деформационное упрочнение материалов при высокой температуре, что приводит к оптимальному пределу текучести, низкой твердости и высокой пластичности.
Наконец, производитель предпочел бы один процесс другому из экономических соображений и соображений качества.Решение основывается на требуемых функциях желаемого компонента, отрасли, а также на том, массовое ли это производство или небольшой объем индивидуальных деталей.
Различия между процессами горячей и холодной штамповки
Ковка изменяет металлическую заготовку путем сжатия при холодной, теплой или горячей температуре. Холодная ковка улучшает прочность металла за счет его закалки при комнатной температуре. Горячая ковка обеспечивает оптимальный предел текучести, низкую твердость и высокую пластичность за счет упрочнения металла при чрезвычайно высоких температурах.Использование горячей или холодной штамповки зависит от функции готового компонента, отрасли и объема производства.
В то время как холодная ковка сжимает металл при комнатной температуре, горячая ковка требует сильного нагрева. Основным отличием холодной и горячей ковки является то, что высокая температура горячей ковки позволяет металлу принимать более сложные и сложные формы, чем холодная ковка.
Горячая штамповка
Температура горячей штамповки зависит от типа металла. Горячая ковка начинается с нагрева штампов, чтобы предотвратить потерю температуры во время процесса и гарантировать, что кристаллизация не произойдет до тех пор, пока формование не будет завершено.При нагревании металл становится более пластичным. Когда давление штампов сжимает горячий металл, структура превращается в более мелкое зерно, что приводит к увеличению предела текучести и пластичности.
Факторы, которые следует учитывать при горячей штамповке, включают:
- Охлаждение . Если металл остывает до температуры ниже минимального порога, ковка завершается. Если это происходит, металл необходимо повторно нагреть до достижения окончательной формы.
- Допуски . Допуски на размеры при горячей штамповке менее точны, чем при холодной штамповке.
- Плашки . Плашки для горячей штамповки изготавливаются на заказ в соответствии со спецификациями деталей заказчика.
Холодная штамповка
В холодной штамповке используется процесс смещения для придания материалу желаемой формы. Сила сжатия сжимает металл между пуансоном и штампом при комнатной температуре до тех пор, пока материал не примет форму штампа. Методы холодной штамповки включают прокатку, прессование, волочение, прядение, высадку и экструзию.
Факторы, которые следует учитывать при холодной штамповке, включают:
- Объем материала . Тщательный контроль объема материала предотвращает напряжение и повреждение, особенно при закрытой штамповке, поскольку излишкам некуда бежать.
- Бондеризация . Этот процесс покрытия улучшает поток материала во время процесса, чтобы уменьшить силу, напряжение и трение, одновременно улучшая качество поверхности.
- Отжиг . Отжиг смягчает металл, улучшая текучесть материала.Его можно применять в качестве промежуточного процесса, когда наклеп происходит до завершения процесса ковки.
- Смазка . Смазка имеет решающее значение при холодной ковке. Высоковязкое масло защищает от трения металла о металл, а нанесение жидкого масла рассеивает тепло.
Преимущества горячей и холодной штамповки:
- Горячая штамповка . Повышенная пластичность для более сложных деталей и больше возможностей для настройки.
- Холодная штамповка . Не создает отходов, практически не требует отделочных работ, сохраняет точность размеров и обеспечивает высокое качество поверхности.
К недостаткам горячей и холодной штамповки можно отнести:
- Горячая штамповка . Дополнительные затраты на термообработку, менее точные допуски по размерам, риск деформации
- Холодная штамповка . Несколько вариантов настройки, риск остаточного напряжения, может потребоваться термообработка.
Компания Cornell Forge Company сертифицирована по ISO 9001: 2015 и занимается производством кованой стали и сплавов более 90 лет.Наш семейный бизнес заработал репутацию лидера в кузнечной промышленности, производя горячую штамповку высочайшего качества. Обладая талантливым, опытным персоналом и приверженностью строгим стандартам качества, мы можем помочь вам сократить время обработки, количество отходов и дорогостоящие производственные операции. Для получения дополнительной информации свяжитесь с нами сегодня или запросите расценки, чтобы начать работу.
Горячая и теплая vs холодная штамповка (различия и сравнение)
Ковка — это процесс, при котором металлическому объекту придают другую форму за счет локализованных сжимающих сил.Хотя ковка была признана жизнеспособным методом металлообработки тысячи лет назад, она по-прежнему остается распространенным ремеслом в металлообрабатывающей промышленности. В ранних цивилизациях ковка в основном использовалась для создания боевого оружия, инструментов и ювелирных изделий, но теперь существует множество методов ковки, доступных для создания металлических изделий для ряда современных отраслей промышленности. Эти отрасли включают сельское хозяйство, строительство, аэрокосмическую и автомобильную промышленность.
Разнообразие рынка поковок свидетельствует о настраиваемом аспекте кузнечной промышленности.Например, процесс ковки может проводиться при различных температурах в зависимости от физических свойств конкретных материалов и задействованного оборудования. Поскольку температура играет такую важную роль в процессе ковки, она фактически используется для классификации методов ковки. Эти методы ковки известны как горячая ковка, теплая ковка и холодная ковка. У каждого из них есть свои преимущества и недостатки, но они выбираются на основе предполагаемого применения готового продукта и предельных затрат, а не просто потому, что одно превосходит другое.
Что такое горячая штамповка? (Применение и преимущества)
Кузнец горячая ковка с помощью молотка. [CC BY-SA 3.0], через Wikimedia Commons В терминологии ковки металлический объект, который необходимо деформировать, обычно называют заготовкой или заготовкой. Готовое изделие называется ковкой. В некоторых методах ковки, особенно в горячей штамповке, заготовка помещается в кузницу, тип очага, который нагревает металл до желаемой рабочей температуры, прежде чем можно будет приступить к процессу формования.Когда заготовка достигает требуемой температуры, инструменты, такие как кузнечные молотки и ковочные прессы, можно использовать для формования или деформации заготовки в новую форму или дизайн.
Горячая штамповка — наиболее известный процесс штамповки. Он работает при температуре выше заданной температуры рекристаллизации металла на протяжении всего процесса, чтобы поковка сохраняла свою новую форму после охлаждения. Этот высокотемпературный процесс изменяет зернистую структуру заготовки, разбивая ее на более мелкие зерна.Нагрев металла выше температуры его рекристаллизации или пластической деформации предотвращает деформационное упрочнение материала. Горячая ковка позволяет изготавливать сложные металлические конструкции, которых невозможно достичь при более низких температурах. Этот метод не только изменяет внешний вид исходного металла, но также увеличивает его пластичность и вязкость как конечного продукта.
Диапазон температур горячей штамповки
Горячая ковка обычно проводится с металлами с высоким коэффициентом деформируемости, чтобы предотвратить их повреждение в процессе деформации.Некоторые из этих металлов включают углеродистую сталь, титан, медь, алюминиевые сплавы и никелевые сплавы. Некоторые металлы могут быть подвергнуты только горячей ковке из-за их жестких физических свойств. Температура рекристаллизации стали может составлять от 400 до 700 ° C, но температура горячей штамповки стали может достигать 1200 ° C. Из-за высоких температур, при которых происходит этот процесс, заготовка становится более податливой, и ей можно придавать сложные формы. После того, как поковка полностью сформирована, следует строгий процесс охлаждения, чтобы придать поковке новую форму.Хотя в этом процессе необходимо быстрое охлаждение, слишком быстрое охлаждение материала также может повредить готовую деталь. С этим процессом охлаждения нужно обращаться очень осторожно, чтобы предотвратить деформацию поковки.
Оборудование для горячей штамповки и материалы
Оборудование, необходимое для горячей штамповки, может варьироваться в зависимости от области применения готового продукта. Штампы представляют собой металлические блоки, которые подвергаются механической обработке и содержат штампы, которые используются для производства штамповок.Эти штампы обычно состоят из верхней и нижней штампов и обычно изготавливаются на заказ, чтобы соответствовать желаемой форме клиента для использования в методе горячей штамповки. Ковка бывает закрытой и открытой. В методе открытой матрицы используются матрицы, которые не полностью закрывают заготовку, тогда как метод закрытой матрицы полностью закрывает заготовку. Ковочный пресс также можно использовать для одновременного приложения большого давления ко всей заготовке. Ковочные молотки прикладывают силу к определенным участкам заготовки.
Поскольку метод горячей штамповки сильно зависит от температуры, штампы и другие инструменты предварительно нагреваются, чтобы ограничить снижение температуры заготовки во время процесса, когда она находится в контакте с штампами. Это снижение температуры объясняется кондуктивной теплопередачей. Практика нагрева оборудования до той же температуры, что и заготовка, привела к развитию специального метода ковки, известного как изотермическая ковка, типа ковки в закрытых штампах. Изотермическая ковка включает нагрев металла и штамповки до той же температуры в вакууме, чтобы избежать снижения температуры из-за теплопроводности.Вакуумная среда также ограничивает любые реакции окисления, которые могут происходить между металлической заготовкой и атмосферными газами. Другой способ избежать окисления — это покрыть заготовку стеклянным покрытием внутри печи для предотвращения загрязнения или подать в печь инертный газ. Если происходит окисление заготовки, это может привести к образованию накипи, что приведет к повреждению готового продукта.
| Преимущества | Недостатки |
|
|
Что такое теплая ковка? (Применение и преимущества)
Теплая ковка обычно используется для автомобильных деталей, таких как шестерни и валы.
Процесс теплой ковки имеет характеристики, аналогичные как горячей, так и холодной ковке, и является самым последним разработанным методом ковки. Этот процесс происходит при температуре выше температуры деформационного упрочнения заготовки, но ниже температуры, при которой происходит образование окалины. Отсутствие масштаба позволяет приблизить допуски в готовом продукте.
Диапазон температур теплой ковки
В зависимости от физических свойств отдельной детали температура горячей ковки может составлять от 650 до 1000 ° C.Детали с более простой конструкцией могут изготавливаться при температурах от 740 до 770 ° C, ниже температуры, при которой происходит фазовый переход. Однако детали, изготовленные при таких температурах, должны пройти процесс термообработки после ковки, чтобы обеспечить сохранение своей новой структуры при остывании.
Оборудование для горячей штамповки и материалы
Поскольку температуры теплой штамповки обычно ниже, чем температуры, используемые при горячей штамповке, заготовка становится менее податливой во время этого процесса, а сложные формы труднее изготовить.Теплая поковка также отличается меньшими допусками, чем холодная ковка. Наиболее распространенными металлами, которые используются в теплой ковке, являются стальные сплавы. Горячая ковка облегчает деформацию стальных сплавов, чем при холодной штамповке, и может иметь лучшие допуски, чем те, которые сделаны горячей штамповкой. Эти преимущества способствовали более широкому использованию метода изготовления горячей штамповки, особенно при создании крупносерийных автомобильных деталей.
Оборудование, используемое при теплой штамповке, должно быть спроектировано таким образом, чтобы обеспечить соответствующий срок службы инструмента для увеличения экономии.Это оборудование должно соответствовать размеру и качеству обрабатываемых материалов, которые будут выкованы этим методом. Для увеличения срока службы штампы следует поддерживать в хорошем состоянии на протяжении всего срока их службы.
| Преимущества | Недостатки |
|
|
Что такое холодная ковка? (Применение и преимущества)
Холодная штамповка — это эффективный процесс производства более легких компонентов, таких как гайки, болты и винты.
Холодная штамповка осуществляется при температуре ниже температуры рекристаллизации металла, часто при комнатной температуре или близкой к ней. Поскольку холодная ковка часто проводится при гораздо более низких температурах, чем горячая или теплая ковка, заготовка в этом процессе сопротивляется деформации. Следовательно, этот процесс обычно требует промежуточных этапов отжига между деформацией заготовки, чтобы минимизировать деформационное упрочнение во время процесса ковки. Отжиг — это процесс, при котором заготовка упрочняется за счет ее нагрева и последующего медленного охлаждения для снятия внутренних напряжений.Поскольку температура процесса холодной ковки близка к температуре закалки заготовки, образование окалины из-за реакций с атмосферными газами не является проблемой для этого метода. С другой стороны, заготовка не так податлива во время процесса деформации, как при использовании других методов, поэтому для придания формы заготовке требуются более высокие нагрузки прессования.
Диапазон температур холодной штамповки
Известно, что методы холодной штамповки имеют лучшую точность размеров по сравнению с методами горячей штамповки.Эта особенность связана с тем, что заготовка деформируется почти по форме конечного продукта. Холодные поковки не нужно охлаждать после ковки, потому что они уже изготовлены при температурах, близких к температуре их закалки. Горячие и теплые поковки могут подвергаться усадке при затвердевании, что не является проблемой при холодной штамповке. Хотя заготовка остается в твердом состоянии при холодной ковке, напряжение от трения между заготовкой и оборудованием, используемым для ее деформации, может привести к тому, что температура заготовки может достигать 250 ° C.В результате метод холодной ковки обычно используется с более мягкими металлами, такими как алюминий, медные сплавы и низколегированные стали, которые обычно весят менее 50 фунтов. Более мягкие металлы легче формовать при более низких температурах и требуют меньшего давления ковки.
Оборудование для холодной штамповки и материалы
Холодная штамповка связана с высокой производительностью. Условия работы не только более благоприятны при комнатной температуре, но и энергоэффективны.Эта среда также обеспечивает эффективность производства больших объемов продукции. Процесс холодной штамповки, как и другие, улучшает механические характеристики заготовки. Готовый продукт обычно прочнее исходного материала. Кроме того, размеры конечного изделия холодной ковки являются наиболее точными из всех других методов ковки.
Оборудование, используемое при холодной ковке, аналогично другим методам ковки, но матрицы должны быть изготовлены из материалов с высоким сопротивлением, чтобы уменьшить износ во время процесса ковки.Следовательно, инженерное проектирование важно при разработке подходящего оборудования для этого процесса. Высокие затраты, связанные с оборудованием, перевешиваются более длительным сроком эксплуатации.
| Преимущества | Недостатки |
|
|
.